深圳市美高精密工具有限公司
- 所在区域:广东深圳宝安区
- 经营性质:私有企业
- 企业类型:生产加工
- 注册地:深圳
- 主营产品:铣刀磨刀机,钻头磨刀机,丝攻磨刀机,铣刀研磨机,钻头研磨机,丝攻研磨机
- 注册资金:人民币 100 - 250 万元
- 企业已认证
- 个人实名未认证
- 商家相关产品推荐:
快速铣刀修磨机
快速铣刀研磨机
快速铣刀磨刀机
- 商家产品分类
- “快速铣刀磨刀机/快速铣刀研磨机/快速铣刀刃磨机/快速铣刀修磨机”详细信息
| 产品规格: | 450*280*230mm | 产品数量: | 9999.00 台 |
|---|---|---|---|
| 包装说明: | 纸箱包装 | 价格说明: | 不限 |
| 查看人数: | 110 人 | 本页链接: | https://info.b2b168.com/s168-98848592.html |
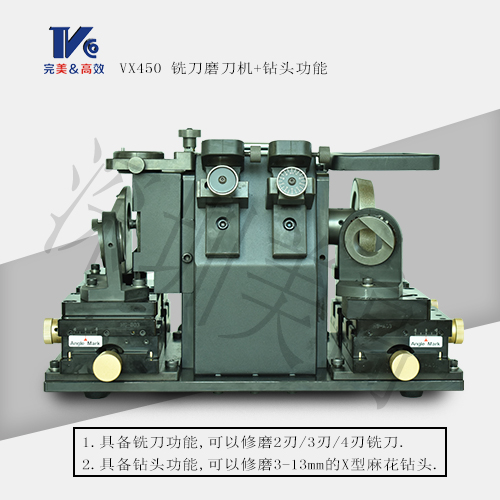
VX450 铣刀磨刀机+钻头功能(铣刀:4-20mm 钻头:3-20mm) 快速铣刀磨刀机/快速铣刀研磨机/快速铣刀刃磨机/快速铣刀修磨机 此款磨刀机一机两用,左边具有铣刀修磨功能,可修磨4-12mm铣刀,右边具有钻头修磨功能,可修磨3-13mm麻花型钻头。 我们机器是以模组化的形式,一台整体主机,然后两边组装上去,如果需要在一台机上面实现更多的功能,只需要更换模块和砂轮即可,不需要重复购买多台机器。 客户在购买磨刀机之后,公司会派人上门培训,教会客户那边的修磨师傅如何调整机器,每个研磨座的功能与应用,讲清楚原理,告诉你铣刀为什么要这么磨,加工不同材质的时候又该怎么修磨,怎么调整,我们将在现场为客户一一解答,知道客户满意为止。 铣刀修磨: 1、采用360°等分原理,使刀具的四个面与夹具的四个面平行; 2、主后角研磨:我们以字据定位中心,字据不动,调节滑轨上的X轴和Y轴即可(X轴调节刀具的研磨量,不宜过多;Y轴控制刀具的中心是否有凸点); 3、前角研磨座:松开左侧的螺母,调节手柄控制铣刀刀尖的强度,升降旋钮控制排屑槽的深度,两个过中心,两个不过中心,俗称两深两浅,夹具的一号面紧靠研磨座的两个限位钉下去,手轻轻扶住即可,切勿使劲往下压; 4、副后角研磨住:控制主后角的宽度 5、返回主后角精磨,确保刀具底齿平面度在0.02mm以内。 麻花型钻头修磨: 1、定位:采用刀具芯厚大小的原理,定位刻度等于钻头芯厚的一半(麻花钻头钻头芯厚:0.1~0.15D,定位刻度:0.05D,钨钢钻头钻头芯厚:0.2~0.35D,定位刻度:0.1D,高拉钻头钻头芯厚:0.3~0.45D,定位刻度:0.15D),使钻头的右刃与夹具的一号面水平; 2、后角研磨:将夹头的一面对准上方缺口位,慢慢插入,当钻头接触砂轮时,一 边左右旋转夹头,一边施力前进,直至研磨到基本无声(X轴控制砂轮与钻头相切的位置,Y轴控制研磨量); 3、将夹头的一个面靠近排屑钉慢慢插入,研磨充分以后顺时针轻旋夹头,使夹头的一个面紧靠前角钉,停留3-5秒,然后顺时针轻旋夹头,使夹头紧靠排屑钉,再慢慢取出夹头(X轴控制中心横刃宽度,Y轴控制排屑槽的位置) 4、修磨完成之后再次放入后角研磨座精磨。 深圳美高以提升工业水平和客户利益为己任,致力于为加工用户提供高品质的钨钢铣刀和功能各异的磨刀机创新产品以及高效加工的整体解决方案. 深圳美高真正关心客户的加工利润,研发制造出功能各异的铣刀磨刀机和钻头磨刀机等磨刀机创新产品.提出了”以加工为导向磨刀,以赚钱为目的磨刀”的新理念,将刀具修磨与加工应用相结合,为加工提供用户提供较佳的刀具刃型和较具经济效益的刀具修磨技术,开创了磨刀加工的先河. 深圳美高以技术的眼光,服务的心态,始终坚持品质,不断创新,满足并追赶客户的期盼.
主要经营深圳美高以提升工业水平和客户利益为己任,致力于为加工用户提供高品质的钨钢铣刀和功能各异的磨刀机创新产品以及高效加工的整体解决方案. 深圳美高真正关心客户的加工利润,研发制造出功能各异的铣刀磨刀机和钻头磨刀机等磨刀机创新产品.提出了”以加工为导向磨刀,以赚钱为目的磨刀”的新理念,将刀具修磨与加工应用相结合,为加工提供用户提供较佳的刀具刃型和较具经济效益的刀具修磨技术,开创了磨刀加工的先河.。
单位注册资金单位注册资金人民币 100 - 250 万元。
- 我要给商家留言
- 商家联系方式
- 商家为您推荐
- 商家更多产品推荐
-
该公司没有发布供应信息