深圳市鑫东科技有限公司
- 所在区域:广东深圳宝安区
- 经营性质:有限责任公司
- 企业类型:生产加工
- 注册地:深圳市宝安区沙井街道万丰大朗山工业区18A栋
- 主营产品:无铅波峰焊,无铅回流焊,PCB洗板机
- 注册资金:人民币 100 - 250 万元
- 企业已认证
- 个人实名未认证
- 商家相关产品推荐:
回流焊
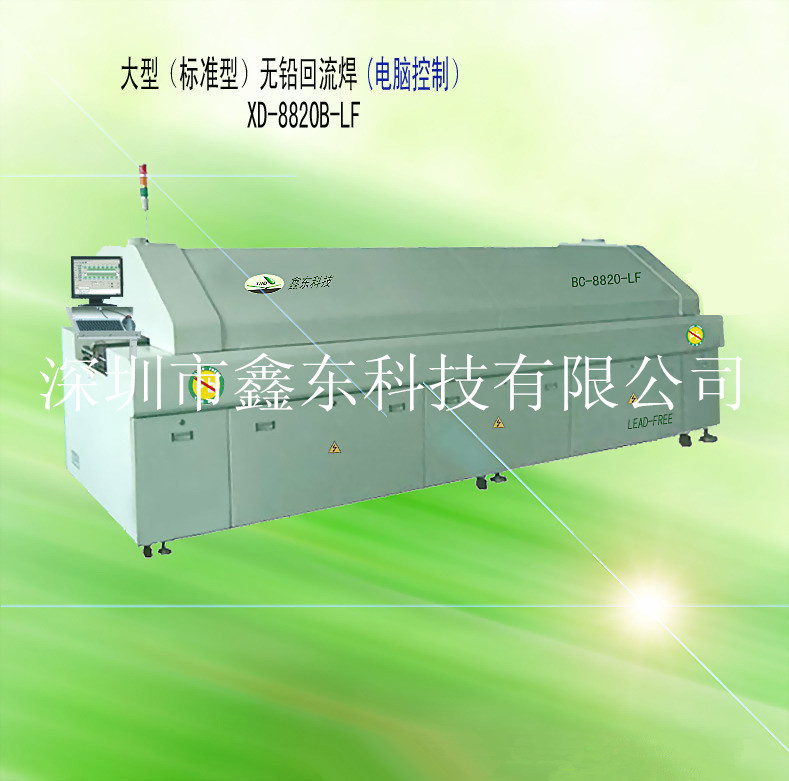
- “深圳市鑫东 厂家直销回流焊 专业生产回流焊 优质实惠回流焊”详细信息
| 产品规格: | 5200*1400*1650 | 产品数量: | 1000.00 台 |
|---|---|---|---|
| 包装说明: | 不限 | 价格说明: | 不限 |
| 查看人数: | 193 人 | 本页链接: | https://info.b2b168.com/s168-49431654.html |
| 公司编号: | 13903116 | 更新时间: | 2023-11-23 19:29:31 |
整机技术参数 加热温区数量 上面8个微循环加热区,下面8微循环个加热区。 温度控制范围 室温~300℃可设置 加热方式 平面缠绕式两侧发热线加热,增压式风道,点对点变频马达的热交换方式,变频马达驱动 适用焊料类型 无铅焊料/有铅焊料 加热区长度 2800MM 控温方式 PID+SSR 冷却区数量 2(自然风冷系统) 使用元件种类 CSP、BGA、μBGA、0201chip等单/双面板 冷却区长度 1100MM 停电保护 UPS和延时关机 传送网带宽度 480MM 电源 3Φ、380V、50HZ 链条导轨调宽范围 50~350mm 启动功率 52KW PCB尺寸 50-350mm 工作功率 12KW PCB限制高度 25mm 升温时间 Approx.20min 传输方向 L-R(R—L)可选) 机身尺寸 L5200*1400*1650MM 传送方式 网带+链条+导轨 净重 2200kg 运输带高度 900±20MM 温度曲线系统 三通道在线曲线测试,智能分析软件,显示温度及速率。 温度控制精度 ±1-2℃(静态) PCB运输速度 0~1.8m/min 机体颜色 整机电脑白色 整机技术特点 *特先进**的加热系统 1.采用世界良好的微循环技术,把整个炉胆分为3232个独立的小区。与小循环结构比较,由于小循环结构其热风从吹风口吹出后要经过一个炉膛的距离才会被炉膛四周的回风口回收回去,而在回收的过程中,又不断的与炉膛其他出风口吹出的气体发生干扰,导致每一块PCB上的温度曲线不断发生波动,使其焊接精度受到影响。而微循环热风系统是多少个点喷气,就有多少个点回收的技术,通俗的说就是每一个出风口周围就是它自己的回风口,这样就大大的保证炉内温度的均匀,,板面在受热时因为不会产生类似小循环因为回风过程长而产生的折射风流,阴影现象。所以PCB焊接受热时温度曲线精度非常高,非常适合无铅工艺空间窗口小的元件焊接。 2.上下独立加热模组,独立热风循环,双焊接区或三焊接区设置。 3.各温区因采用模块化设计,耐高温长轴热风马达和高热能镍铬发热丝。从室温到恒温小余20分钟。 可靠平稳的传输系统 1.对称双槽导轨,耐高温不变形,吸热量小。标配链条网链同步等速并行运输,可选双导轨运输系统或*支撑系统。 2.调宽采用三段同步调宽结构,两端设有导轨热膨胀自动延伸装置,有效保证导轨平行,防止掉板、卡板的发生,免清洗,易调节。 3. 电脑控制自动加油系统,可根据运输速度及机器状态自动加油,流量可调。 4.自动调宽系统采用闭环PID控制,可根据电脑输入的参数自动调到需要的宽度,精确度可达0.2mm。 5. UPS断电保护功能,保证PCB板突然断电后能正常输出,不受损坏。 稳定可靠的电气控制系统 1.控制系统采用PLC,上位机采用**电脑,配正版Windows XP操作系统和15寸液晶显示器,稳定可靠。 2.控制软件功能强大,具有灵活的工艺参数控制和温度曲线测试功能,中英文操作界面可随时切换。 3.采用WOGO接线端子;电气元件全部采用进口品牌,所有信号线屏蔽处理。 4.温度模块自整定,冷端自动补偿,温度控制在±1℃。 冷却及便捷助焊剂回收系统 1.强制冷却系统采用两段强制运风冷却温区,满足无铅制程;冷却曲线平滑、无突变,充分热交换,冷却速率较大可达-5℃/S。 2.助焊剂收集系统,可长期保持炉膛清洁,废气排放更加环保。氮气炉分离后的气体可循环使用,以节约氮气。 3.无滤芯设计,清洁非常方便。 氮气系统(选项) 1.全程全密封氮气保护系统,N2耗量小。耗氮15-20 m3时,焊接区可达到500PPM以下的氧气浓度。 2.内循环冷却系统确保氮气可过滤循环使用,进一步减少了氮气消耗量。 3.氮气流量控制及氧气分析系统面板化设计,易观察和调节。
主要经营无铅波峰焊、无铅回流焊、PCB洗板机、干冰清洗机、DIP/SMT周边设备。
单位注册资金单位注册资金人民币 100 - 250 万元。
- 我要给商家留言
- 商家联系方式
- 商家为您推荐
- 商家更多产品推荐
-
合肥到湖南衡阳物流公司
门到门代理进口红酒清关-西班牙红酒进口
分层带剥层机 皮带扒皮机
汗蒸房安装||衡水汗蒸房安装
海口汗蒸房安装| 在线咨询 |汗蒸房安装
扬州比较好的网店托管公司,淘宝店托管运营公司