



- 2025-02-22 06:12 60
- 产品价格:面议
- 发货地址:云南昆明官渡区 包装说明:不限
- 产品数量:9999.00 吨产品规格:不限
- 信息编号:305824678公司编号:14611914
- 朱祥 经理 微信 15911550771
- 进入店铺 在线留言 QQ咨询 在线询价
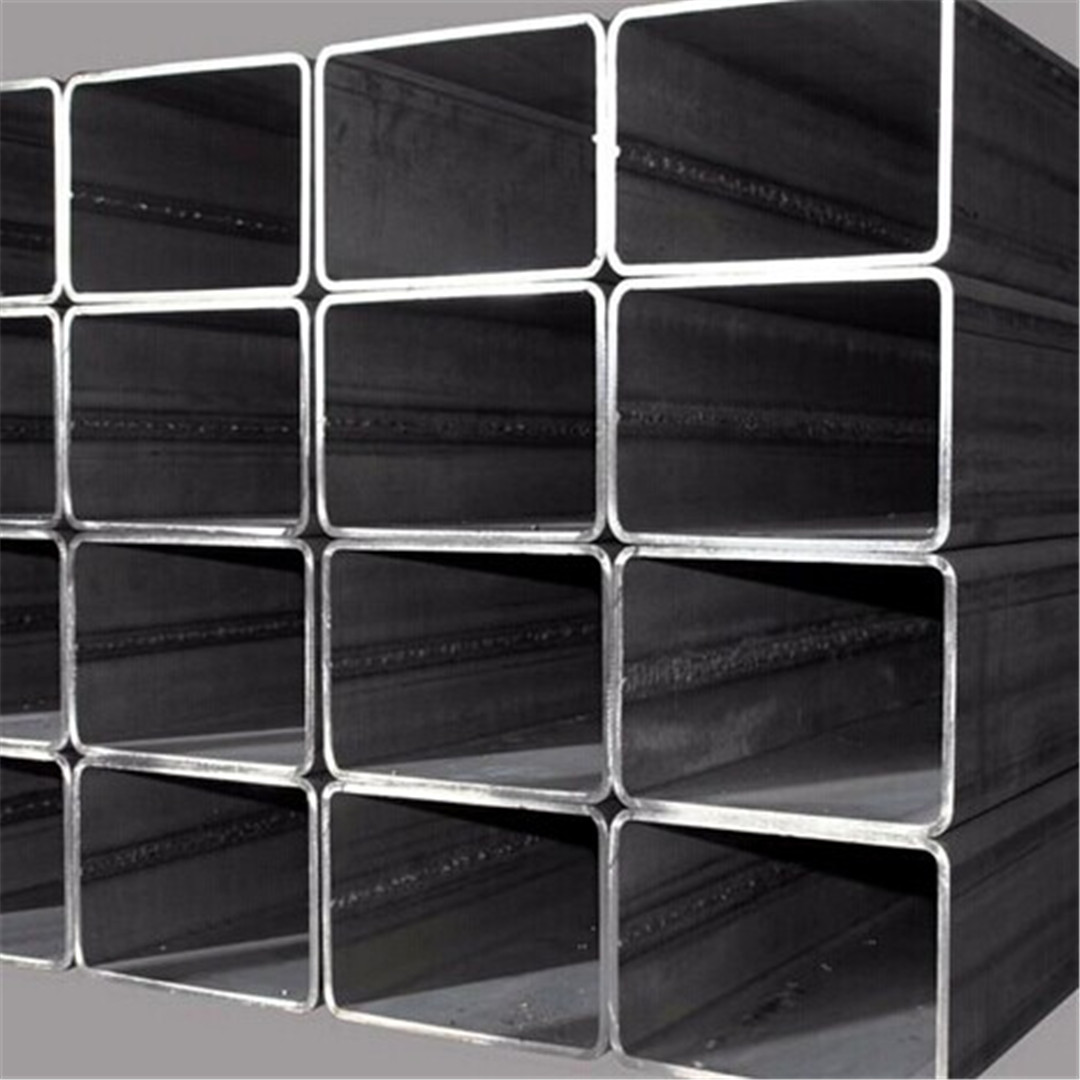
黔西南不锈钢管出售 库存充足
- 相关产品:
不锈钢管是一种经济的断面钢材,是钢铁工业中的一项重要产品,可广泛 用于生活装饰和工业,市面上很多人用于制作 楼梯扶手、护窗、栏杆、家具等。常见的有 201 和304 两种材质。
不锈钢管有65%以上是通过冷加工制造的,冷加工工艺基本上有3种:即冷拔工艺、冷轧工艺、冷轧+冷拔工艺。冷加工不锈钢管大多采用冷轧+冷拔生产工艺,并以冷轧为主、冷拔为辅。 目前,世界上冷轧和冷拔工艺技术和装备水平有了很大的发展。冷轧机、冷拔机正向高速、高精度、长行程、多线方向发展,可实现大减径量和大减壁量,轧制变形量的80%左右在冷轧机上完成。采用冷轧定壁、辅以冷拔改变规格和控制外径,满足不同品种和规格的要求。这种轧机的工艺特点是: 1)采用了惯性力和惯性扭矩垂直平衡机构,轧机往返次数提高; 2)采用环孔型,长度比短行程轧机长70%,轧制变形的均匀性提高、送进量增加; 3)采用长管坯,增加荒管长度,可生产**长钢管,提高轧机生产率,提高轧制有效利用系数;
卡压连接步骤 :1、断管:按所需长度切断管材,断管时,不可用力过大,防止管材失圆。 2、去除毛刺:管材切断后,应将毛刺去除干净、以免割伤密封圈。 3、划线标记:为使钢管完全插入管件承口,必须在管端对插入长度进行标记画线。 4、装配:密封圈应正确安装在管件的U型槽内,将管子插入管件承口内,等待压接。 5、压接:压接时,管件凸起部位放在模具凹形槽内,钳口与管轴线保持垂直。 6、检查:压接完成后,使用量规对压接尺寸进行检查。
不锈钢管环缝自动焊机焊头的维护通常成为成功焊接的可重复性的一个因素。焊头内部可能会因使用不当而烧焦。炭化是碳沉积物,其可导电并使来自钨的电流短路。焊头包含精密行星齿轮系统,随着时间的推移会磨损。需要进行适当的清洁和维护。成功的焊接机还取决于使用高质量的管材。通常只有316l不锈钢管非管道和配件用于自动轨道gtaw焊接,并且从许多制造商处获得。
不锈钢管的连接方式多样,常见的管件类型有压缩式、压紧式、活接式、推进式、推螺纹式、承插焊接式、活接式法兰连接、焊接式及焊接与传统连接相结合的派生系列连接方式。这些连接方式,根据其原理不同,其适用范围也有所不同,但大多数均安装方便、牢固可靠。连接采用的密封圈或密封垫材质,大多选用符合国家标准要求的硅橡胶、橡胶和三元乙丙橡胶等,免除了用户的后顾之忧。








{kind=link}