

- 更新时间:2024-05-24 07:10
所属行业:机械 其他行业**设备 -
发货地址:广东深圳
产品规格:不限
产品数量:1000.00 台
包装说明:不限
产品单价:4399.00 元/台 起
官方网址:http://szjcjx.cn.b2b168.com/
- 18138425570 廖淑贞
- 查看数:3人
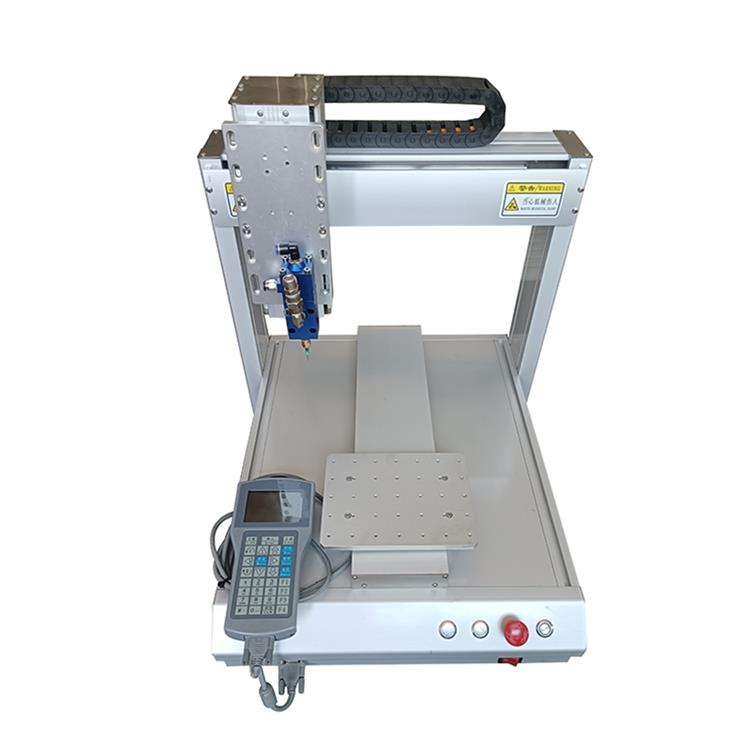
多功能 铝合金 精密三轴运动平台
- 相关产品:
- 所在区域:广东深圳光明区
- 经营性质:有限责任公司
- 企业类型:生产加工
- 注册地:广东 深圳 光明区 公明街道将石石围
- 主营产品:齿轮油加油机,机油定量加注机,气动加油机,润滑油定量加注机,双立柱黄油加注机,油脂定量加注机
- 企业已认证
- 个人实名已认证
- 产品分类
- 商家其他产品推荐
- 产品详细信息
1.3 软件
1、具有画点、直线、自由曲线、椭圆、多段线、三维圆弧(空间圆弧)、圆、跑道、矩形、涂布、自动圆角
等图形元素; 丰富的手工教导功能及图形预览功能。
2、具有条件跳转功能,和双 MARK 点旋转对针功能。
3、具有跳选功能, 能同时选中不连续的多条指令。
4、具有指令移动功能, 能将已编辑的指令移到目标位置。
5、具有区域阵列复制,偏移操作,批量编辑,单步运行,I/O 输入输出等功能。
6、具有自动执行、自动复位、产量设定、加工时间计时器等功能。
7、具有四种不同的拉丝工艺选择,可解决拉丝等工艺难题。
8、支持 DXF 文件导入,自动路径优化功能。
9、动作参数编辑完毕,通过串口将动作参数下载至控制器中,即可脱机立运行。也可将动作参数保存
到手持盒中,方便调用;并能进行设备间的图形拷贝及保存。
10、每条动作指令都有立的开胶延时、关胶延时、退高度、立的提前关胶功能,灵活的批量修改功
能可以提高编辑效率,也可解决堆胶问题。
11、支持按类型分类批量修改参数。
12、实现倒圆角,并且可以撤回,建错了不需要删掉重新建。
13、编辑方面速度响应快,建一行指令只需要不到 0.1 秒的时间。
14、在编辑画面可以点“#”号键可以实现跳转到对应的行号,不需要一行一行的移动。
装机事项
1、检查控制器是否完好无损;
2、按照接线图连接好硬件后,通电前检查电源电压不要** 24V;
3、通电后先设置脉冲单量,再设置原点位置。
3、接着执行复位动作;动作顺序如下:
①Z 轴应向原点方向移动,如果移动方向反了(如果是步进系统,对调电机线中的 A,A-或 B,B- 一
组, 如果是伺服系统,需改变伺服驱动器的方向),当感应到 Z 轴原点开关时,Z 轴停止。
②X,Y 轴开始同时移动,移动的方向应向原点方向移动,如果方向反了(同 Z 轴反向时一样处理),当
其中某轴感应到原点开关时,相应的轴将停止移动。
③当所有轴都感应到传感器时,复位动作完成。
到此设备安装工作基本完成。实际测试还需连接气路系统进行全面调试。
1、新增“空指令”
“空指令”用于多段线与多段线之间的断开。多段线编辑结束后系统会自动加入空指令。
2、新增“路径点”
“路径点”用于设备插补运行到*点,只有动作但不出胶。
3、 新增“延时”
“延时”是指在指令与指令之间增加的延时功能。
4、新增“暂停”
“暂停”是指在指令与指令之间增加的暂停功能,暂停后需按启动键才会再次执行。
5.、编辑画面-操作菜单
6、插入指令
“插入指令”是指插入到选中的指令的上一行。方法和新增指令相同。
7、 指令
在“指令列表”对话框中,直接按键盘中的“CLR ”键,即可选中的当前指令。F4 键可同时删
除多条指令。
设备需注意:
如果负载功率大于 36W,在使用通用数字输出端口时,需外接继电器;切勿把外部电源直接接至通用数字输出端口上,否则会损坏控制器。
设备接线要规范 :
为了防止干扰,让机器能安全稳定地运行,控制器的机壳接志,与机器需可靠接地。
您的满意是公司努力的动力!您的发展是我们的心愿,我们的发展更需要您的关照。让我们并肩合作、携手拼搏、迎接新的挑战,创造的机遇,共同展望美好的未来。
- 商家联系方式
- 我要给商家留言
- 商家产品推荐










- 相关产品推荐
-
赣州大型活动仓储推拉蓬
茂名个性酒吧装修设计价格 嘉宁颂设计 一对一专属 个性
沈阳防渗膜土工布厂家 不腐蚀 抗冻性好
茶馆装修 阿坝中式茶室设计
苏州数控桁架送料机 应用领域广泛
集中供油系统 一站式 液压油定量加油机
服装店设计 嘉兴服装店时装店装修 单价
火锅店设计 深圳室内设计时尚火锅店装修电话
宁波到岳阳物流专线物流公司稳速到达
石家庄渗透板生产厂家 保温隔热
冲孔氟碳铝单板直供|葫芦岛冲孔氟碳铝单板|铭思龙
昆明铜电缆回收 废电缆回收
东丽区变更法人如何去办_联系方式
潮州亲子鉴定-亲子鉴定医院
冷镦机操作 石家庄螺母冷镦机 自动化设备
江苏酒吧装修设计报价 嘉宁颂设计 全国 个性
相融合性好 桥梁聚合物加固修补砂浆厂家 坚固耐用
冷镦机原理 沈阳微型冷镦机 自动化设备
南昌非标尺寸箱式电炉 电话咨询
需要那些材料 黔东南企业申请AAA信用评级
博尔塔拉灯光工程室内灯光设计报价 灯光工程 照明设计