- 更新时间:2025-03-08 09:47
所属行业:仪器仪表 集中控制装置 -
发货地址:北京怀柔渤海
信息编号:287602608,公司编号:23139840
产品规格:不限
产品数量:不限
包装说明:不限
产品单价:49200.00 元/套 起
官方网址:http://bjxwtech.b2b168.com/
- 18537905038 关尽卫
- 查看数:161人
汽车电子锁生产线上位机定制
- 相关产品:
上位机软件
上位机软件开发
北京新万信息技术有限公司
会员 3 年
- 所在区域:北京怀柔渤海
- 经营性质:有限责任公司
- 企业类型:生产加工
- 注册地:北京 怀柔 渤海 田仙峪村 北京市怀柔区渤海镇怀沙路536号 电话*
- 主营产品:上位机软件开发,自动化控制软件定制,工业自动化集成服务,数据采集软件,车间电子看板,串口上位机软件,自动化仓库WMS,精确计量上位机软件,运动控制上位机软件,自动化监控软件定制,数据采集和条码追溯
- 企业已认证
- 个人实名已认证
- 产品分类
-
密炼机上辅机系统
上位机软件开发公司
usb上位机控制程序
SCADA配料控制系统
数据采集软件
型材立体仓储系统软件WMS
数据采集和条码追溯
仓库控制系统上位机软件WCS
物流立库控制上位机软件
车间集群控制系统软件
PDA手持终端WinCE上位机软件
- 商家其他产品推荐
- 产品详细信息
技术支持:全国软件类型:定制版本号:v2023版本类型:V2023版本语言:C#系统平台要求:WIN10
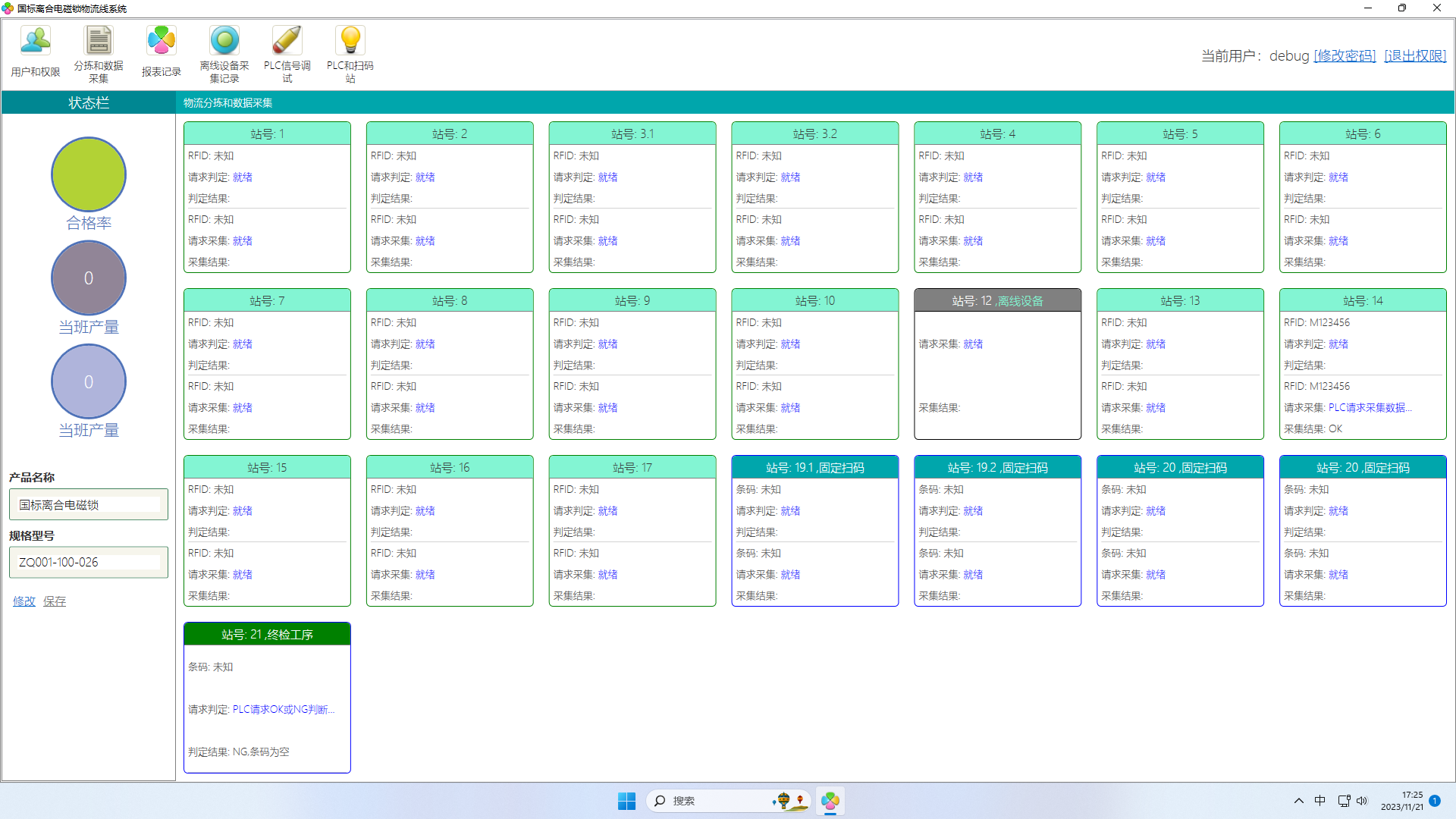
将16套立的PLC控制单元进行联网,自动化物流线控制系统软件分别与16个PLC进行通。
(1)分拣流程。
进入工序前工匠通过RFID扫码装置,扫描出工件托盘编码,系统根据编码到工件的规格参数,然后按照系统设定的判定标准,将分流信号发送给PLC。
(2)数据采集和绑定
每道工序都有特定的数据需要从PLC中采集,包括质量NG和OK,并与工件编码进行绑定。采集的数据存储再数据库中,当工件流转到下工序时,根据RFID编码自动调出上工序的生产数据,再进行分流判断。
(3)数据解绑
每个工件进入生产工序前,都要进行和RFID工装的绑定,以便工件在各工序流转时进行身份识别。但工件流过后一道工序时,系统要进行工装RFID和工件的解绑操作,解绑完成后该工件的生产周期结束,所有工序的生产数据均可根据工件的编码进行查询。
(4)信息查询与报表
主要可实现如下查询:每道工序的入站明细查询、出站明细查询、当前任务查询、历史任务查询、良品率统计信息查询 等。实现扫描产品的二维码直接读取该产品的生产信息。
(5)报警和监控
实时采集报警时间和解除时间,按照时间和工序进行分类
- 商家联系方式
- 我要给商家留言
- 商家产品推荐










- 相关产品推荐
-
安康一体式空压机价格
螺杆空压机生产厂家 输出压力稳定 提高实用寿命
桂林热镀锌管 热镀锌管价格 抗氧防腐
陕西开山变频空压机 提高实用寿命
赣州俱进AOS粉末
宁波应急发电车租赁
榆林螺杆空压机设备 不易生锈腐蚀
内外涂塑防腐钢管 广元给排水内外涂塑钢管厂家 涂层附着力强
泸定县PP打包带厂家 欢迎电话咨询 PP打包带
洛阳全自动塑料注塑机厂商 结构简单
释迦牟尼--释迦 做工精湛 玻璃钢脱胎三世佛神像图片
惠州高温美塔斯滤袋锅炉 厂家直销
杭州z型钢 批发价格
威海高温滤袋 高温PTFE滤袋 莱氟隆高温滤袋厂家排名
手工打造 南昌泥塑十八罗汉佛像厂家 佛教十八位尊者
iso9001质量管理体系标准 佛山ISO体系认证 怎么申请
荆门新能源窑炉外线电话 可靠性高 采用自动化控制
南昌石膏板复合EPS聚苯板厂家 隔音性能好 板面平整
椰壳活性炭出售 吸附容量大 表面积大
铜川标志服厂 可整套可单件 厨师工服定做
江门分体式装车平台 安全性较高 防滑性能好