



- 2025-02-18 13:06 1050
- 产品价格:面议
- 发货地址:广东深圳宝安区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:273489627公司编号:14590769
- 张斌 微信 13424439633
- 进入店铺 在线留言 QQ咨询 在线询价
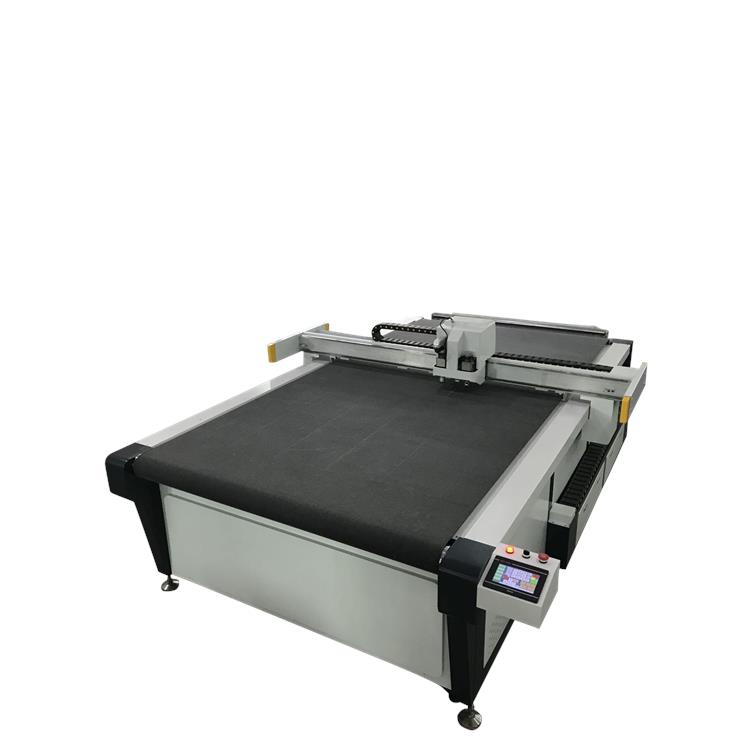
玉林大功率激光刀模机型号 售后**
- 相关产品:
刀片模切打样机与激光打样机,哪个更合适你?
在获得每一个订单之前,初的环节就是打样。倘若打样环节得不到客户认可,那么这订单肯定就不属于我们了,所以打样这个环节就显得尤为重要。而模切打样机也是我们在打样过程中接触得较多的设备了。
模切打样机主要用作解决大批量模切之前的打样定版和免刀模小批量裁切工作,是生产中必不可少的设备,也是模切傅的利器。其中刀片模切打样机与激光打样机是模切生产中两种常见的打样设备,今天和大家一起来看看这两个有什么区别?我们又该如何选择?
01
刀片模切打样机
刀片模切打样机是通过切割刀片来切割模切样品的外形,可以切割电子行业的绝缘材料、光电材料、屏蔽材料、粘胶制品等的打样和免刀模小批量生产。可以加工1.5mm厚绝缘材料、光电材料、屏蔽材料、粘胶制品,厚2mm的电子材料。
M刀片模切打样机的优点:
1、与刀模相比节省昂贵的开模费,重新试样方便;
2、与激光打样机相比:
切割后材料边缘不会发黑、碳化;
切割比较薄的材料时不会烧焦;
可以切割铜箔、铝箔、导电布、麦拉胶、光学材料等激光难加工的材料;
3、切割速度快、成本比较便宜。
M刀片模切打样机的缺点:
1、加工速度较慢,无法满足规模化生产。
2、由于使用刀片切割加工,直径小于0.5mm的小圆和R角无法加工。
3、不适合裁切软性的材料,加工时会变形或走位。
02
激光打样机
激光打样机用非热能的激光束对客户的材料模切成型,从而达到定制的形状和尺寸。适合于做双面胶类、泡棉类、防尘网、PVC、保护膜、导电布等。对于某些模切做不了的加工,比如小产品、微孔、形状,激光机也可以实现。
M激光打样机的优点:
1、与传统的模切方式相比,激光模切取消了模切版等硬件,减少了该部分的生产成本;
2、由于不涉及制版,因此生产周期大大缩短;
3、具有防伪功能;
4、切割的度高;
5、消除机械震动,大大改善工作环境、节省空间。
M激光打样机的缺点:
1、成本偏高;
2、激光模切会产生一定的烟雾,要通过安装保护罩解决;
3、切割速度较慢,不适合大批量的生产;
4、易导致切口宽、热影响区大和明显的工件变形。
激光刀模与传统刀模的区别
根据实际情况处置好,激光刀模的工作流程是先在AUTOCA D或其它一些针对刀模开发的软件将需要制作的刀模设计好。再存储为相应机器受理的文件格式,即可启动激光刀模切割机进行切割,用电脑弯刀机进行弯刀。弯刀出来后有些地方需要经过手动弯刀机进行修整。完成后装置模切刀线制作成刀模成品。
传统的手工刀模,通过锯床锯的移动的过程中就会形成错位而产生误差;加工速度慢;而使用了激光切割机后,激进刀模制作是刀模板上用铅笔或圆珠笔进行绘制。绘图设计就可以直接在计算机上进行,刀模板是由激光切割机全自动运行切割成型,不需要人工干预。误差小,速度快。对于激光刀模切割机的应用可以明显加速企业的发展,提高经济效益。
激光刀模模切机用途优势和使用方法
激光刀模切割机是近几年才发展起来的模切机,该设备主要利用激光的强能量性对刀模板进行高深度烧蚀,从而达到安装切割刀的目的。
这种刀模加工工艺与传统的加工工艺相比工作效率高。传统加工方式受场地设备的影响而加工速度慢;而激光刀模机是大幅面、非接触式的,可以全程运行。
所以,对于激光刀模切割机的应用可以明显加速企业的发展,提高经济效益。在印刷行要应用于纸箱模型的切割、裁剪等。
激光刀模模切机有几个优势:
(1)设计简单。传统加工是在刀模板上用铅笔或圆珠笔进行绘制,而后进行刀模切割;而使用了激光刀模机后,设计就可以直接在计算机上进行,不需要任何描绘。
(2)误差小。在传统制作中,刀模板是通过锯床锯的,在移动的过程中就会形成错位而产生误差;而激光刀模机是全自动运行,不需要人工干预的。
(3)激光刀模机的工作流程是: 先在AUTOCAD或CORELDRAW里将需要制作的刀模设计好,再存储为相应的图形格式,如DXF、PLT格式。打开生产企业的控制软件,将文件导入,设置好相应的参数后开动设备就可以运行了。
制作激光刀模所需要配置:制作激光刀模机
所需的配套设备主要有:激光刀模机,电脑弯刀机,激光刀模绘图机。
激光切割加工关于尺寸变化
即使按照程序进行切割,也有加工产品无法满足精度要求的情况。所以需要根据不同的情况采取对策。
1.加工产品的全体尺寸有变化
这是由于切口上激光焦点直径和其周围燃烧区域形成的切口宽度所影响的。
虽然在相同条件下,对相同的加工物,使用同一偏置补偿值可以确保其精度,但是焦点位置的设定要凭借加工机操作人员的感觉来确定,而且热透镜作用也会造成焦点位置的变化,所以需要定期检查的偏置补偿值。
2.加工方向(部分)上的尺寸误差有差别
板材上部的尺寸精度与尺寸精度有不同的情况。这个现象要考虑两方面的原因。先,光束圆度和强度分布不均一,造成切口宽度沿加工方向有所不同。解决的方法是进行光轴调整或清洗光学部件。其次,被加工物受热膨胀会引起加工形状长方向尺寸变短的情况。
3.翘曲引起的变化
尺寸精度虽然在要求范围内,但由于热变形等原因会造成发生翘曲。加工铝、铜、不锈钢等时非常显著,它受到线膨胀系数、热容量等物性的影响。就加工形状来说,纵横比越大,翘曲量就越大。采用低热量加工条件以及加工线路等在加工程序上下工夫,但还没有完全解决问题。
加工板件所拥有的残余应力对翘曲和尺寸误差也有影响,所以我们需要对加工程序始终保持一定的配置方向。
4.间距精度变化
加工很多孔时,孔与孔之间的间距精度会出现偏差。由于在热膨胀情况下开孔,冷却收缩后,间距变小。我们可以在程序中补正收缩部分的精度或者灵活运用形状缩放功能。无论什么情况,都要在初期加工后,测定其加工尺寸,补误差。当间隔精度不随加工位置而变化,而是在整个加工区里都恶化时,其原因是机械精度的恶化而造成的。
5.圆度变化
在激光加工中加工孔切割面产生坡度是无法避免的,下面直径比背面直径大,一般都评估背面稍小一侧的圆度。








{kind=link}