- 更新时间:2025-02-26 02:04
所属行业:五金 电动工具 -
发货地址:广东深圳宝安区
信息编号:266176910,公司编号:23118655
产品规格:齐全
产品数量:999.00 台
包装说明:标准
产品单价:面议
官方网址:http://shenzhenerrongzd.b2b168.com/
- 13632560173 姚先生
- 查看数:31人
深圳高速铝刀盘公司 深圳市二荣科技供应
- 相关产品:
- 产品分类
- 商家其他产品推荐
- 产品详细信息
切削刀具材料与加工对象的化学性能匹配问题。切削刀具材料与加工对象的化学性能匹配问题主要是指刀具材料与工件材料化学亲和性、化学反应、扩散和溶解等化学性能参数要相匹配,深圳高速铝刀盘公司。材料不同的刀具所适合加工的工件材料有所不同,深圳高速铝刀盘公司。① 各种刀具材料抗粘接温度高低(与钢):PCBN>陶瓷>硬质合金>HSS。② 各种刀具材料抗氧化温度高低:陶瓷>PCBN>硬质合金>金刚石>HSS。③种刀具材料的扩散强度大小:对钢铁,深圳高速铝刀盘公司,金刚石>Si3N4基陶瓷>PCBN>A1203基陶瓷;对钛,A1203基陶瓷>PCBN>SiC>Si3N4>金刚石。数控铣刀盘的设计参数包括:直径、齿数、螺旋角和齿槽的形状。深圳高速铝刀盘公司

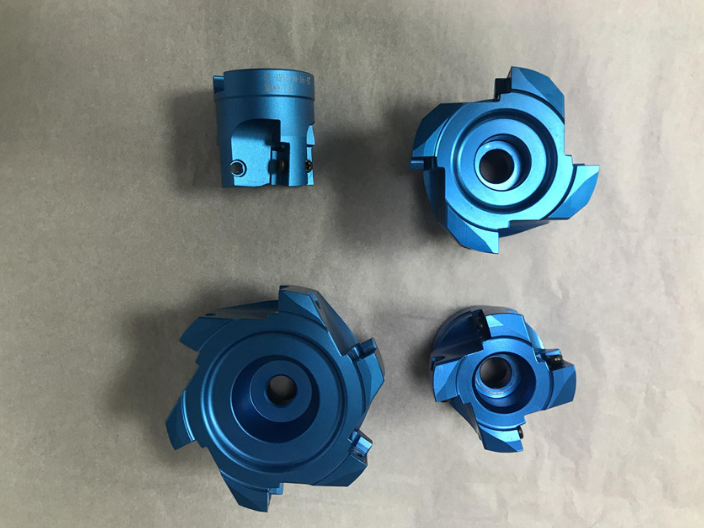
铝刀盘常用到硬质合金刀片,硬质合金刀片按国际标准分为三大类:P 类,M 类,K 类。P 类——适于加工钢、长屑可锻铸铁(相当于我国的YT 类)M 类——适于加工奥氏体不锈钢、铸铁、高锰钢、合金铸铁等(相当于我国的YW 类);M-S 类——适于加工耐热合金和钛合金;K 类——适于加工铸铁、冷硬铸铁、短屑可锻铸铁、非钛合金(相当于我国的YG 类);K-N 类——适于加工铝、非铁合金;K-H 类——适于加工淬硬材料。以上就是对硬质合金刀片的介绍,如想了解更多相关咨询,请多多关注我们。深圳五金铝刀盘作用铝刀盘的选择:根据零件的加工阶段选择铝刀盘。
数控刀具的选择。数控刀具要求精度高、刚性好、装夹调整方便,切削性能强、耐用度高。合理选用既能提高加工效率又能提高产品质量。刀具选择应考虑的主要因素:1、被加工工件的材料、性能:金属、非金属,其硬度、刚度、塑性、韧性及耐磨性等。2、加工工艺类别;车削、钻削、铣削、镗削或粗加工、半精加工、精加工和超精加工等。3、工件的几何形状、加工余量、零件的技术经济指标。4、刀具能承受的切削用量。5、辅助因数:操作间断时间、振动、电力波动或突然中断等。
关于铣刀磨损的防止措施:(l)合理选择铣刀刀片牌号:应采用韧性高、抗热裂纹敏感性小,且具有较好耐热性和耐磨性的刀片材料。例如:铣削钢时,可采用YS30、YS25等牌号刀片;铣削铸铁时可选用YD15等牌号刀片可防止铣刀磨损。(2)合理选用铣削用量:在一定加工条件下,存在一个不产生破损的安全工作区域,。选择在安全工作区内的Vc和ƒz,能保证铣刀正常工作,防止铣刀磨损。(3)合理选择工件与铣刀之间的相对位置:合理地选择面铣刀安装位置对减少面铣刀磨损起着重要作用。铝刀盘和前盾的同轴度位置误差。
切削刀具材料与加工对象的力学性能匹配。切削刀具与加工对象的力学性能匹配问题主要是指刀具与工件材料的强度、韧性和硬度等力学性能参数要相匹配。具有不同力学性能的刀具材料所适合加工的工件材料有所不同。① 刀具材料硬度顺序为:金刚石刀具>立方氮化硼刀具>陶瓷刀具>硬质合金>高速钢。② 刀具材料的抗弯强度顺序为:高速钢>硬质合金>陶瓷刀具>金刚石和立方氮化硼刀具。③ 刀具材料的韧度大小顺序为:高速钢>硬质合金>立方氮化硼、金刚石和陶瓷刀具。数控铣刀盘的选择亦应符合精度要求,刀片与刀体还需相适应。深圳轻型铝刀盘工厂
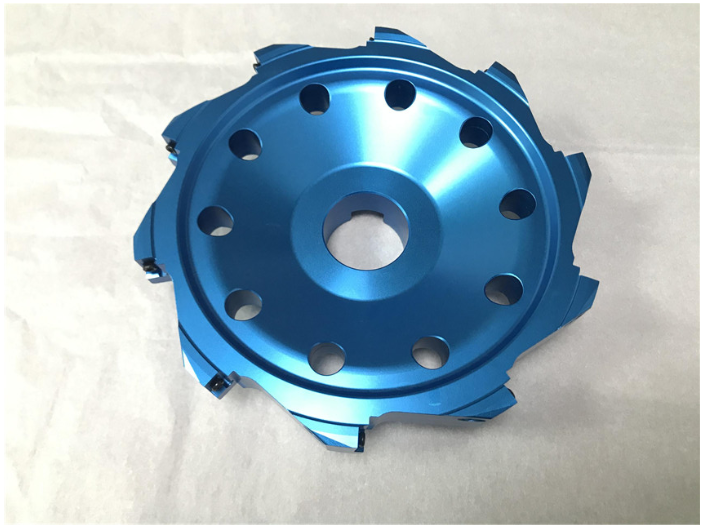
在日常的生活中我们经常可以见到铣刀盘,它的出现给我们带来了很大的便利。深圳高速铝刀盘公司
包管加工制止屑,也是控制温升的有效途径。一样平常在金属加工中大量的切削热孕育产生在切屑上,有效地断屑会使加工中孕育产生的大量切削热被切屑带走。通常环境下,在加工中我们不盼望有长的切屑孕育产生。对付难加工质料的加工更应该过细,特别是对付粗加工工序,在整个加工体系刚性容许的环境下,应只管即便使其在整个加工进程中孕育产生断屑,只管即便接纳逆铣要领,使形成的铁屑由厚变薄,并且铁屑形状为“9”字形、“6”字形或“C”字形。深圳高速铝刀盘公司
深圳市二荣科技有限公司主营品牌有二荣,发展规模团队不断壮大,该公司贸易型的公司。公司是一家有限责任公司企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供高品质的产品。公司始终坚持客户需求优先的原则,致力于提供高质量的铝刀盘,五金塑胶,五金件,电子产品。深圳二荣科技以创造高品质产品及服务的理念,打造高指标的服务,引导行业的发展。
- 商家联系方式
- 我要给商家留言
- 商家产品推荐
- 相关产品推荐
-
兰州岩棉彩钢板设计安装 兰州鑫聚源钢结构彩钢工程供应
金华三一16吨随车吊租用公司 力峰工程机械租赁供应
江苏耐用的原木家具怎么买 服务为先 北川名阁木艺家具供应
上海码头防腐 抱诚守真 上海安峰泰新材料科技供应
上海港口防腐 推荐咨询 上海安峰泰新材料科技供应
广东小型不锈钢激光切管机哪里便宜 深圳骏屹激光设备供应
江苏人行道护栏图片 信息推荐 潍坊金如金属制品供应
广西蒸镀机 苏州方昇光电供应
潍坊办公楼次氯酸水发生器厂家 服务为先 潍坊市汉风环保设备供应
广东双面广告机哪里好 诚信互利 深圳市智美视讯科技供应
河南银行显示屏公司 诚信服务 深圳市智美视讯科技供应
湖南弹性体浇注机产业 服务至上 上海广温机械设备供应
四川植物萃取的精华面霜品牌推荐 欢迎咨询 成都东方赫日科技供应
确山本地代理记账哪家好 客户至上 河南非同凡响信息供应
南京工业设备监测软件 江苏芮捷智能科技供应
黑龙江常规破碎机品牌排行 欢迎来电 大连市高昌机器供应
武汉离心泵品牌 上海固源水处理设备供应
陕西湿式除尘器生产厂家 诚信服务 山东亮丽杰环保设备供应
广东冷库温湿度记录仪使用 值得信赖 深圳市佰时特科技供应