
- 410
- 产品价格:面议
- 发货地址:广东深圳 包装说明:不限
- 产品数量:9999.00 千克产品规格:不限
- 信息编号:256245253公司编号:21606485
- 林先生 微信 136916958..
- 进入店铺 在线咨询 QQ咨询 在线询价
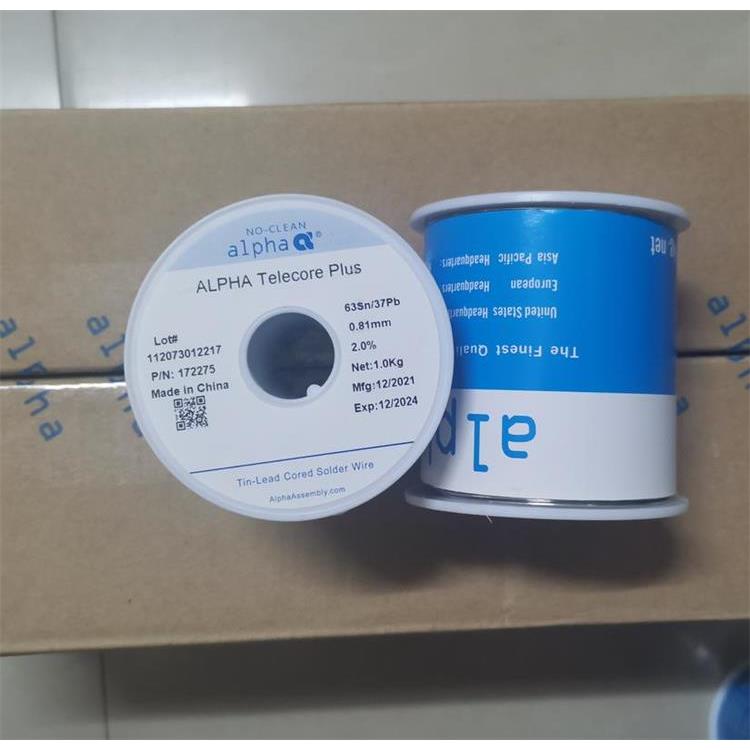
SN63PB37爱法锡丝 阿尔法有铅锡丝6337含松香 纯度高焊点亮可用于手工焊自动焊
- 相关产品:
焊锡丝的过程是工业生产中非常重要的一个工序,其中锡丝的挤压工序更是一个比较的工序,在整个生产中,起到了承上启下的作用。因此挤压工序过程不能出现任何的缺陷或者是隐患,否则会影响到焊锡丝产品的品质。
阿尔法锡丝
适用于任何手动或自动焊接、组件连接和返工操作
助焊剂残留物少且无腐蚀性,焊接效率高
焊芯分布均匀
良好的可焊性,焊点坚固
锡丝挤压工序要注意什么。
一、松香桶温度、气压
一般来说,松香熬制完成的温度大概是150摄氏度,倒入松香桶中,需要稍微冷却一点以后开启保温控制箱,一般来说,需要注意的是松香桶的温度控制在70-80摄氏度为佳。这是因为温度过低的话松香会浓稠不易流入松香孔当中。阿尔法锡丝供应商提醒温度相对高一些的时候,熔融的松香不要太大的气压,温度低一些时,需要稍微加压才能够进入松香孔当中。
二、松香含量、松香孔调节
调节松香孔的目的主要是为了增加锡丝的壁厚,在拉较细的丝时,焊料的延展性相对比较高,这样才能拉出更细的锡丝。阿尔法锡丝供应商介绍如果松香孔过大的话,那么锡丝壁会比较薄,那么会容易断线,影响拉丝速度。
三、模温的设定和控制
挤压过程模温的设定和控制是十分关键的一个环节,在正常情况下,阿尔法锡丝供应商介绍锡丝挤压时模温要比锡铅焊料设定的高一些,一般是在170摄氏度左右,锡铅焊料在挤压时模温一般保持在100摄氏度之间可以了。
四、挤压前锡圆柱表层处理
在进行挤压之前,将浇铸好的锡圆柱表层进行剥皮处理,这样能够有效的去除圆柱表层的氧化物和一些杂物,更加能够保证焊锡丝终成品的可靠性。
五、出丝速度
在挤压的工序中,需要保证压力的平衡,这样出丝速度能够始终保持匀速,不会时快时慢。阿尔法锡丝供应商提醒如果在挤压过程中发现出丝速度突然变化的话,那么需要立即停止并且检查调整。
典型应用:
①所有需要满足J-STD-004 ROL1的免清洗焊接应用;
②所有需要满足Bellcore TR-TSY-00078的免清洗焊接应用;
③高性能的电子产品,要求符合J-STD-001 Classlll;
④需要持续的高性能或对性能要求高的终端的应用;
⑤恶劣环境,,太空生命支持系统和汽车电子;
产品特性:
①活性松香助焊剂;
②免清洗;
③残留透明,无粘性无腐蚀性;
④出色的去氧化能力和高表面绝缘阴抗SIR;
⑤符合Bellcore TR-TSY-00078;
公司为客户创造价值,聆听每一位客户的需求,用心、细致、合理的做好每一件事,做到产品、人品——优良品质的一贯性,吸收更新、更好的技术,更好的服务于广大用户。
联系手机是13691695872, 主要经营深圳市卓升科技有限公司是一家集研发、生产、销售于一体的高科技企业,专注于电子化工辅料、有铅锡膏、无铅锡膏、高温锡膏、SMT红胶,导热材料,提供专业的技术服务与辅导。。
单位注册资金未知。
{kind=link}