


- 2025-02-28 02:14 590
- 产品价格:4360.00 元/吨 起
- 发货地址:云南昆明呈贡区 包装说明:不限
- 产品数量:5000.00 吨产品规格:不限
- 信息编号:246255162公司编号:21072329
- 丁慧玲 销售经理 微信 15288241786
- 进入店铺 在线留言 QQ咨询 在线询价
普洱今日钢模板供应商
- 相关产品:
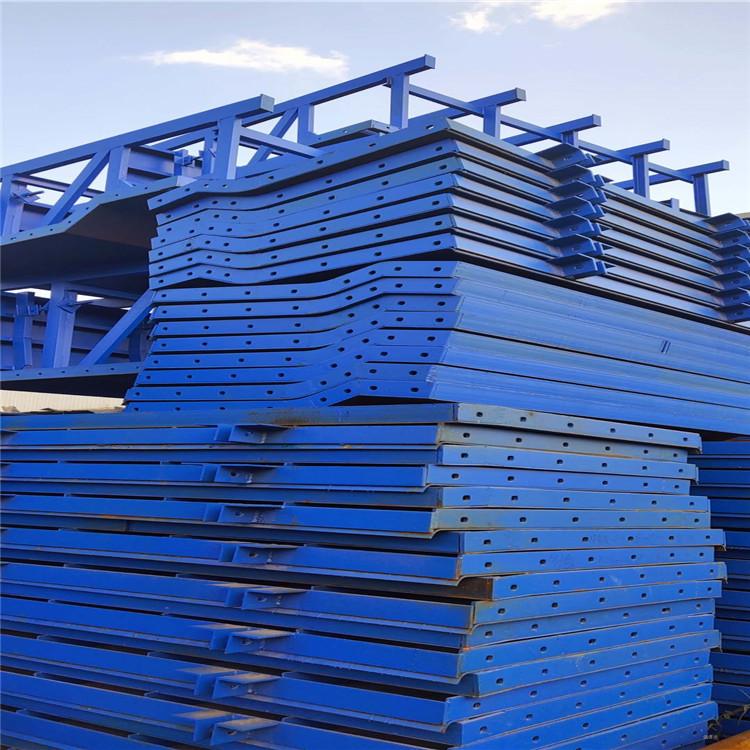
钢模板结构:
1、 钢模板组合;每节组合高度1200墩身端侧半圆弧边与标准块组合、托盘与墩帽分解组合,标准组合块1700×1202肋板间距3500×4500肋板高度(面板+肋高)86。
2、 钢模板加工对于肋板的配制;带有异形角、面的部其肋板加工必须在卡模上焊接定型必须用样板反复矫正、严禁徒手制作。
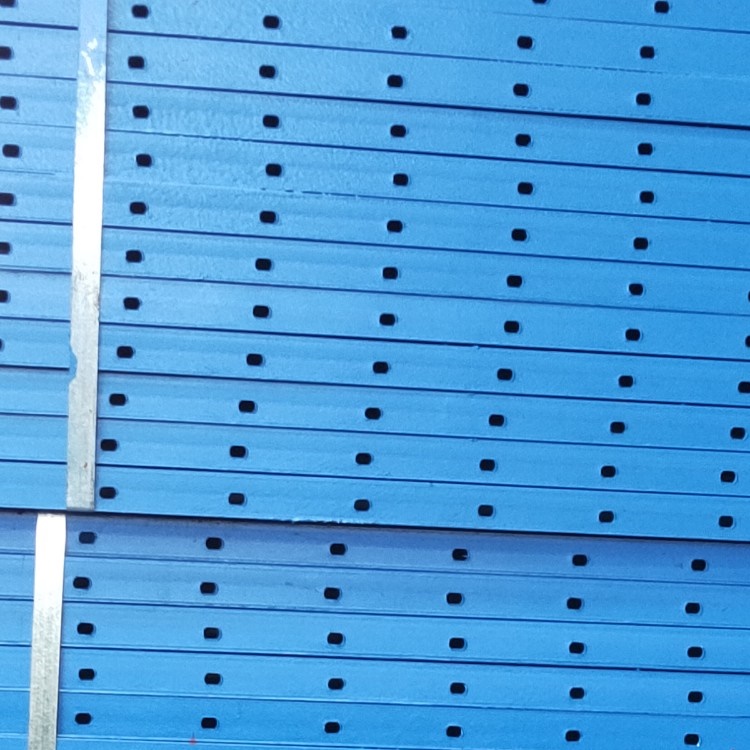
3、 钢模板加工组合边框加工成子母扣形。
4、钢模板标准组合段;每节段加工过程预留对拉螺栓孔位8处,/5、钢模板内肋十字组合焊缝每个焊接处焊缝长度累计≥70%肋板宽度。
钢模板是新时代路桥建设的趋势。是因为其与木模板相比,有很多优势:
1、重量轻、板幅大,比组合钢模板重量可减轻1/4~1/5,模板板幅可加大,减少了模板组拼的接缝
2、用钢量减少,比组合钢模板可减少1/2
3、模板吸附力小,脱模容易。
4、周转次数多,一般可周转使用50次。
5、保温性能好,有利于冬期混凝土的保温
6、维修方便,可在现场将局部损伤面进行修补,当一面磨损后,可翻转板面使用。
7、便于拆装,变形较小,利用率高。
8、加固系统,部件强度高,组合刚度大,板块制作精度高。
9、拼缝严密,不易变形,模板整体性好,抗震性强。
钢模板验收参照标准:
1、钢模板验收依据《公路桥梁施工技术规范》JTJ041——2000模板、支架和拱架9.1《公路工程质量检验评定标准》JTJ071——2005,并引用委托方提供的加工制作技术要求为检验标准合并、对加工完工钢模板的成品钢模板进行分组、分部依次检验。
2、 钢模板加工过程的工艺、工序、工部全程,必须严格遵循国家标准(组合钢模板技术规范)G214——2001的相应对技术标准操作。
3、遵照甲方技术交底严格按照要求加工,加工成的质量标准控制无论合种标准必须采用较高的标准为加工标准,严禁擅自降低加工质量控制标准。
钢模板组合焊接:
1、模扇制作;必须在有一定刚的胎模上施工,定型肋板组焊——肋板矫正检测——骨架装配定位焊——组对面板焊接,焊接成型。
2、钢模板成型必须在胎模上施工,对于组合装配用的螺栓孔、在组合装配时应预先拧紧螺栓,防止在组装时、螺栓孔或其它相临部位尺寸错位。
3、钢模板肋条骨架网加固焊可在胎模 下施焊,肋条骨架网加固焊后须经矫正后再上胎模组合钢模面板。
4、钢模面板上胎必须经矫正娇平修边处理,组合肋条骨架网对位固定,面板与筋板肋条边贴付平顺压紧施焊。钢模骨架网与面板组焊筋板和面板焊接采用对称间隔焊。
公司与多家大型的钢铁生产企业有着长期合作的关系,产品销售以直接用户为主,以市场流通为辅的营销策略,在**业中享有较高的声誉,在客户中有很好的口碑,赢得广大客户和厂家及社会人士的认同与支持。









{kind=link}