- 商家相关产品推荐:
自动激光焊接机多少钱
自动激光焊接机
- 商家产品分类
- “南昌从事自动激光焊接机联系电话”详细信息
| 产品规格: | 不限 | 产品数量: | 不限 |
|---|---|---|---|
| 包装说明: | 不限 | 价格说明: | 不限 |
| 查看人数: | 109 人 | 本页链接: | https://info.b2b168.com/s168-218919397.html |
它用来焊接薄金属件,在两个电极间夹紧被焊工件通过大的电流熔化电极接触的表面,即通过工件电阻发热来实施焊接。工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者光束还可进入常规焊难以焊及的区域,焊接速度快。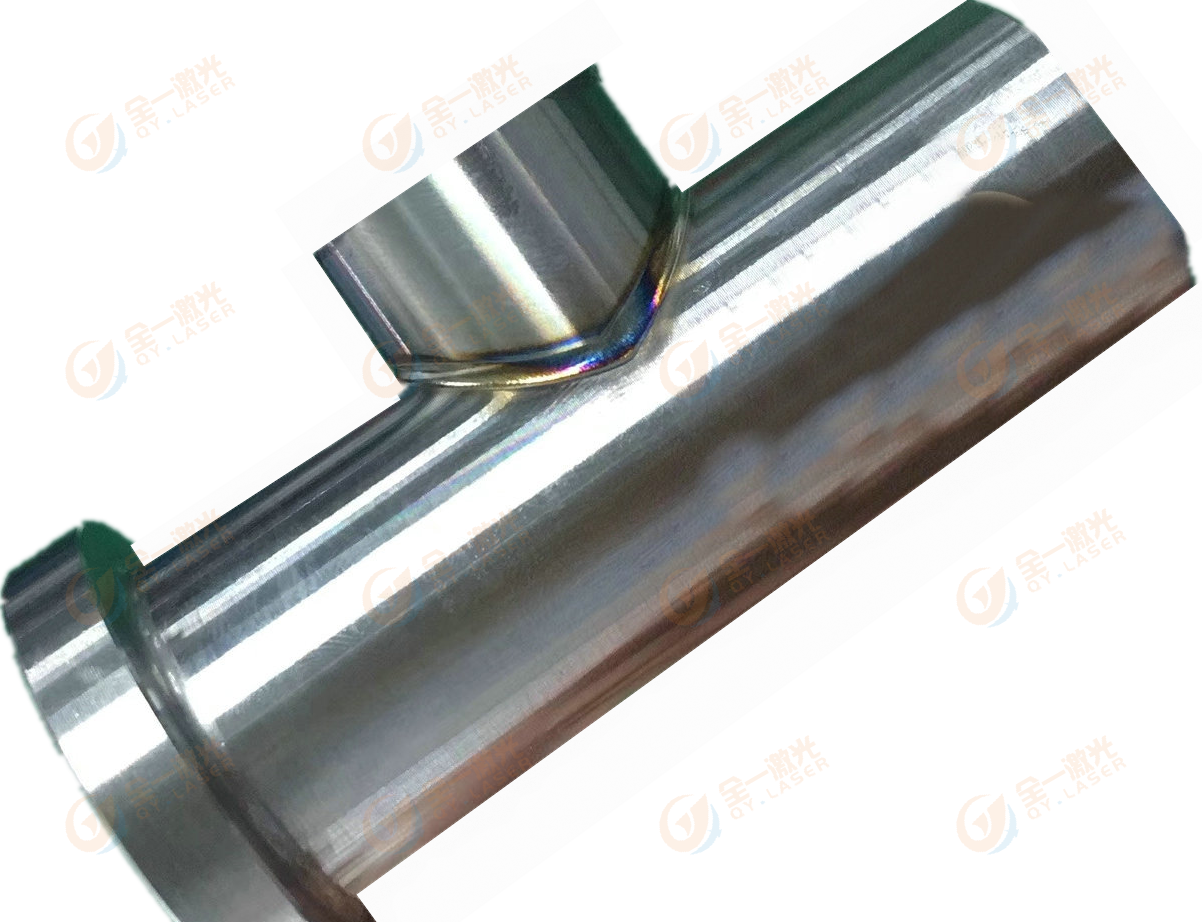
提高焊接电源的可靠性、质量稳定性和控制,以及优良的动感性,也是我们着重研究的课题。开发研制具有调节电弧运动、送丝和焊枪姿态,能探测焊缝坡开头、温度场、熔池状态、熔透情况,适时提供焊接规范参数的高性能焊机,并应积极开发焊接过程的计算机模拟技术。使焊接技术由“技艺”向“科学”演变辊实现焊接自动化的一个重要方面。本世纪头十年,将是焊接行业飞速发展的有利时期。我们广大焊接工作者任重而道远,务必树立知难而上的决心。抓住机遇,为我国焊接自动化水平的提高而努力奋斗。
焊接控制系统的集成是人与技术的集成和焊接技术与信息技术的集成。集成系统中信息流和物质流是其重要的组成部分,促进其有机地结合,可大大降低信息量和实时控制的要求。注意发挥人在控制和临机处理的响应和判断能力,建立人机圣诞的友好界面,使人和自动系统和谐统一,是集成系统的不可低估的因素。
随着数字化技术日益成熟,代表处动地接技术的数字焊机、数字化控制技术业已稳步进入市场。三峡工程、西气东输工程、航天工程、船舶工程等国家大型基础工程,有效地促进了先进焊接特别是焊接自动化技术的发展与进步。汽车及零部件的制造对焊接的自动化程度要求日新月异。我国焊接产业逐步走向“高效、自动化、智能化”。我国的焊接自动化率还不足30%,同发达工业国家的80%差距甚远。从20世纪未国家逐渐在各个行业推广自动焊的基础焊接方式——气体保护焊,来取代传统的手工电弧焊,已初见成效。可以预计在未来,国内自动化焊接技术将以前所未有的速度发展。
激光焊接机的自动化程度高焊接工艺流程简单。非接触式的操作方法能够达到洁净、环保的要求。采用激光焊接机加工工件能够提高工作效率,成品工件外观美观、焊缝小、焊接深度大、焊接质量高。
生物组织的激光焊接始于20世纪70年代,用激光焊接输卵管和血管的成功焊接及显示出来的优越性,使更多研究者尝试焊接各种生物组织,并推广到其他组织的焊接。有关激光焊接神经方面国内外的研究主要集中在激光波长、剂量及其对功能恢复以及激光焊料的选择等方面的研究,刘铜军进行了激光焊接小血管及皮肤等基础研究的基础上又对大白鼠胆总管进行了焊接研究。
在八十年代初期,激光焊以其独特的优点进入粉末冶金材料加工领域,为粉末冶金材料的应用开辟了新的前景,如采用粉末冶金材料连接中常用的钎焊的方法焊接金刚石,由于结合强度低,热影响区宽特别是不能适应高温及强度要求高而引起钎料熔化脱落,采用激光焊接可以提高焊接强度以及耐高温性能。
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
主要经营光纤连续手持激光焊接机、四轴联动激光焊接设备、光纤传输激光点焊设备等。
单位注册资金未知。
欢迎关注本公司,本公司专业经营sKeys等产品,拥有完善的技术和真诚的服务!
- 我要给商家留言
- 商家联系方式
- 商家为您推荐
- 商家更多产品推荐
-
河南漯河救护车租赁价钱怎么算电话是多少
矿山修复液力型绿化团粒喷播机黑龙江
深圳 激光焊接机销售 机器人激光焊接机公司
济南从事激光除锈机厂家供应
福州模具激光淬火设备品牌
福建三明跨省救护车租赁怎么租救护车
赣州供应激光除锈机技术参数,1500W手持激光除锈设备
辽宁抚顺救护车费用价钱怎么算电话是多少
青岛供应手持激光焊接机厂家
边坡绿化喷草喷土机广东
大连供应自动激光焊接机 全一激光科技
浙江宁波跨省救护车租赁价钱怎么算电话是多少
武汉供应激光除锈机型号齐全
大理机器人激光淬火设备供应商,激光淬火设备厂家
辽宁锦州跨省救护车租赁价钱怎么算电话是多少
承德二手电线电缆回收公司
山头绿化引管喷播机云南
武汉 激光焊接机供应商 机器人激光焊接机规格和型号
大连供应手持激光焊接机型号齐全
朔州二手电线电缆回收公司电话
海滩护理种草绿化引管喷播机北京