
- 530
- 产品价格:面议
- 发货地址:湖北武汉东西湖区 包装说明:不限
- 产品数量:不限产品规格:不限
- 信息编号:218794720公司编号:23085815
- 宋威 微信 13377853365
- 进入店铺 在线咨询 在线询价
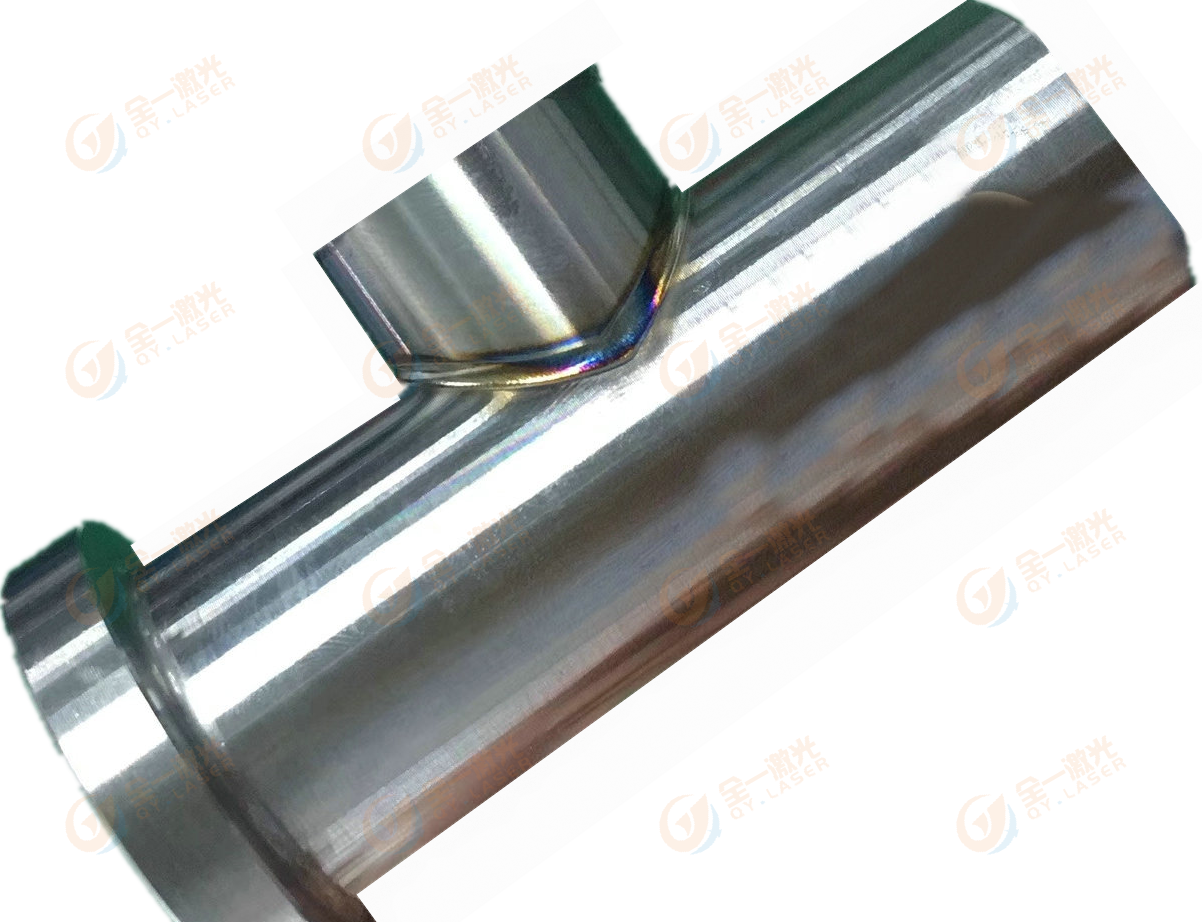
太原供应自动激光焊接机 诚信厂家
- 相关产品:
自动激光焊接机
它用来焊接薄金属件,在两个电极间夹紧被焊工件通过大的电流熔化电极接触的表面,即通过工件电阻发热来实施焊接。工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者光束还可进入常规焊难以焊及的区域,焊接速度快。
焊接柔性化技术也是我们着力研究的内容。在未来的研究中,我们将各种光、机、电技术与焊接技术有机结合,以实现焊接的精确化和柔性化。用微电子技术改造传统焊接工艺装备,是提高焊接自动化水平淡的根本途径。将数控技术配以各类焊接机械设备,以提高其柔性化水平,是我们当前的一个研究方向;另外,焊接机器人与专家系统的结合,实现自动路径规划、自动校正轨迹、自动控制熔深等功能,是我们研究的重点。
焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是我们未来开展研究的重要方向。我们应开展最佳控制方法方面的研究,包括线性和各种非线性控制。最具代表性的是焊接过程的模糊控制、神经网络控制,以及专家系统的研究。
电子技术、计算机微电子住处和自动化技术的发展,推动了焊接自动化技术的发展。特别是数控技术、柔性制造技术和信息处理技术等单元技术的引入,促进了焊接自动化技术革命性的发展。
随着科学技术的不断发展,许多工业技术上对材料特殊要求,应用冶铸方法制造的材料已不能满足需要。由于粉末冶金材料具有特殊的性能和制造优点,在某些领域如汽车、飞机、工具刃具制造业中正在取代传统的冶铸材料,随着粉末冶金材料的日益发展,它与其它零件的连接问题显得日益突出,使粉末冶金材料的应用受到限制。
功率密度是激光加工中最关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
联系手机是13377853365, 主要经营光纤连续手持激光焊接机、四轴联动激光焊接设备、光纤传输激光点焊设备等。
单位注册资金未知。
欢迎关注本公司,本公司专业经营sKeys等产品,拥有完善的技术和真诚的服务!
- 产品分类
{kind=link}