

- 630
- 产品价格:面议
- 发货地址:湖北武汉东西湖区 包装说明:不限
- 产品数量:不限产品规格:不限
- 信息编号:218794714公司编号:23085815
- 宋威 微信 13377853365
- 进入店铺 在线咨询 在线询价
成都从事手持激光焊接机 诚信厂家
- 相关产品:
手持激光焊接机
在八十年代初期,激光焊以其独特的优点进入粉末冶金材料加工领域,为粉末冶金材料的应用开辟了新的前景,如采用粉末冶金材料连接中常用的钎焊的方法焊接金刚石,由于结合强度低,热影响区宽特别是不能适应高温及强度要求高而引起钎料熔化脱落,采用激光焊接可以提高焊接强度以及耐高温性能。
20世纪80年代后期,千瓦级激光成功应用于工业生产,而今激光焊接生产线已大规模出现在汽车制造业,成为汽车制造业突出的成就之一。欧洲的汽车制造厂早在20世纪80年代就率先采用激光焊接车顶、车身、侧框等钣金焊接,90年代美国竟相将激光焊接引入汽车制造,尽管起步较晚,但发展很快。意大利在大多数钢板组件的焊接装配中采用了激光焊接,日本在制造车身覆盖件中都使用了激光焊接和切割工艺,高强钢激光焊接装配件因其性能优良在汽车车身制造中使用得越来越多,根据美国金属市场统计,至2002年底,激光焊接钢结构的消耗将达到70000t比1998年增加3倍。
焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是我们未来开展研究的重要方向。我们应开展最佳控制方法方面的研究,包括线性和各种非线性控制。最具代表性的是焊接过程的模糊控制、神经网络控制,以及专家系统的研究。
提高焊接电源的可靠性、质量稳定性和控制,以及优良的动感性,也是我们着重研究的课题。开发研制具有调节电弧运动、送丝和焊枪姿态,能探测焊缝坡开头、温度场、熔池状态、熔透情况,适时提供焊接规范参数的高性能焊机,并应积极开发焊接过程的计算机模拟技术。使焊接技术由“技艺”向“科学”演变辊实现焊接自动化的一个重要方面。本世纪头十年,将是焊接行业飞速发展的有利时期。我们广大焊接工作者任重而道远,务必树立知难而上的决心。抓住机遇,为我国焊接自动化水平的提高而努力奋斗。
它用来焊接薄金属件,在两个电极间夹紧被焊工件通过大的电流熔化电极接触的表面,即通过工件电阻发热来实施焊接。工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者光束还可进入常规焊难以焊及的区域,焊接速度快。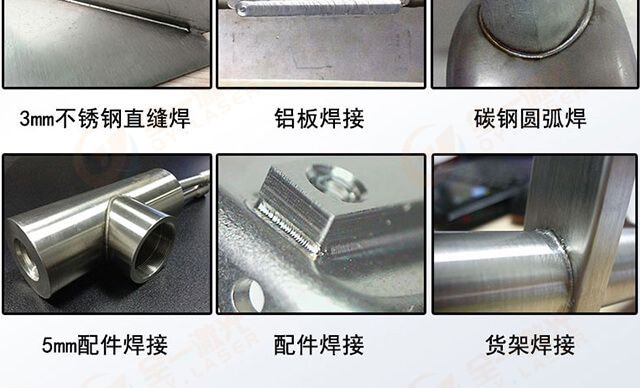
它靠一束加速高能密度电子流撞击工件,在工件表面很小密积内产生巨大的热,形成"小孔"效应,从而实施深熔焊接。电子束焊的主要缺点是需要高真空环境以防止电子散射,设备复杂,焊件尺寸和形状受到真空室的限制,对焊件装配质量要求严格,非真空电子束焊也可实施,但由于电子散射而聚焦不好影响效果。
联系手机是13377853365, 主要经营光纤连续手持激光焊接机、四轴联动激光焊接设备、光纤传输激光点焊设备等。
单位注册资金未知。
欢迎关注本公司,本公司专业经营sKeys等产品,拥有完善的技术和真诚的服务!
- 产品分类
{kind=link}