

- 640
- 产品价格:面议
- 发货地址:湖北武汉东西湖区 包装说明:不限
- 产品数量:不限产品规格:不限
- 信息编号:218794710公司编号:23085815
- 宋威 微信 13377853365
- 进入店铺 在线咨询 在线询价
福州模具激光淬火设备联系电话
- 相关产品:
由于激光加热速度快,热影响区小,又是表面扫描加热淬火,即瞬间局部加热淬火,所以被处理的模具变形很小。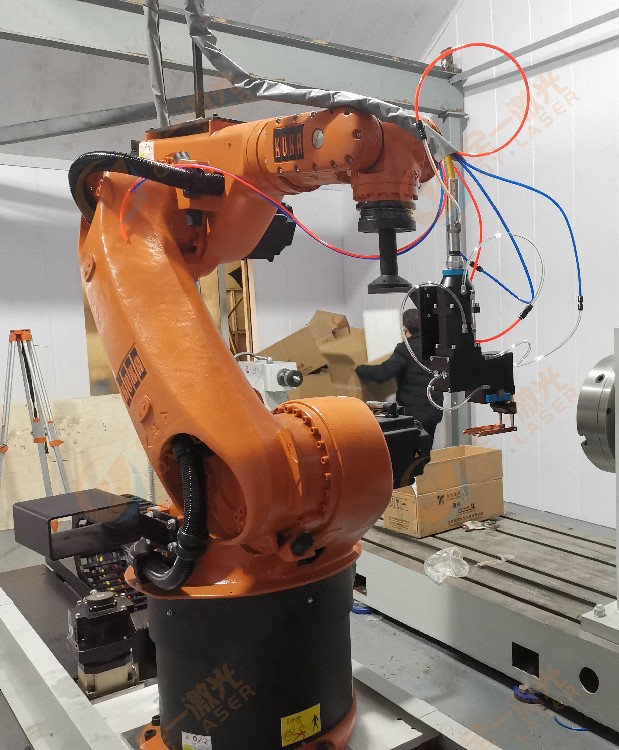
激光淬火的功率密度高,冷却速度快,不需要水或油等冷却介质,是清洁、快速的淬火工艺。与感应淬火、火焰淬火、渗碳淬火工艺相比,激光淬火淬硬层均匀,硬度高(一般比感应淬火高1-3HRC),工件变形小,加热层深度和加热轨迹容易控制,易于实现自动化,不需要像感应淬火那样根据不同的零件尺寸设计相应的感应线圈,对大型零件的加工也无须受到渗碳淬火等化学热处理时炉膛尺寸的限制,因此在很多工业领域中正逐步取代感应淬火和化学热处理等传统工艺。尤其重要的是激光淬火前后工件的变形几乎可以忽略,因此特别适合高精度要求的零件表面处理。
激光淬硬层的深度依照零件成分、尺寸与形状以及激光工艺参数的不同,一般在0.3~2.0mm范围之间。对大型齿轮的齿面、大型轴类零件的轴颈进行淬火,表面粗糙度基本不变,不需要后续机械加工就可以满足实际工况的需求。
激光淬火现已成功地应用到冶金行业、机械行业、石油化工行业中易损件的表面强化,特别是在提高轧辊、导卫、齿轮、剪刃等易损件的使用寿命方面,效果显著,取得了很大的经济效益与社会效益。近年来在模具、齿轮等零部件表面强化方面也得到越来越广泛的应用。
激光淬火技术可对各种导轨、大型齿轮、轴颈、汽缸内壁、模具、减振器、摩擦轮、轧辊、滚轮零件进行表面强化。适用材料为中、高碳钢,铸铁。
齿轮是机械制造行业中应用广泛的零件.为了提高齿轮的承载能力,需对齿轮进行表面硬化处理.而传统的齿轮硬化处理工艺,如渗碳、氮化等表面化学处理和感应表面淬火、火焰表面淬火等存在两个主要问题:即热处理后变形较大和不易获得沿齿廓均匀分布的硬化层,从而影响齿轮的使用寿命.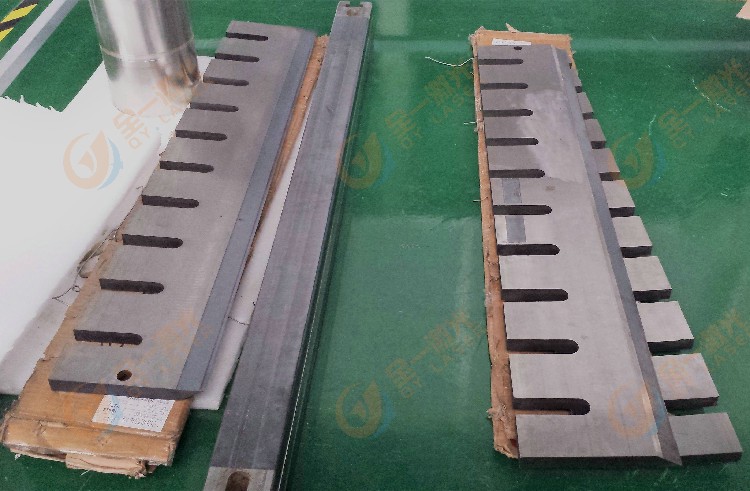
机床
激光加工机床的加工的基本尺寸范围为:长 5.5 米,直径 Φ 2.6 米。特殊工件,可加工的尺寸范围更大。本激光加工机床为双悬臂加工系统,可进行多工位的激光加工。
机器人
机器人可选国外和国产六轴机器人,可实现异形曲面和多角度加工。
从激光淬火齿面硬度、硬化层深度以及抗点蚀疲劳强度等性能指标看,激光淬火完全可以取代常规的齿轮渗碳工艺.
激光淬火工艺采用了常用普通中碳钢代替昂贵的合金渗碳钢,从而有效地降低了生产成本,产生了良好的经济效益.
激光淬火解决了常规齿轮渗碳工艺中存在的变形难题,这不仅省去了后面的磨齿工艺,而且提高了成品率,从而进一步降低了成本.
为了使此项技术能在工业中得到广泛应用,在研制性能可靠的工业用大功率激光器的同时,必须进行齿轮激光表面处理*系统的研制和开发,激光处理实现工艺参数的计算机自动优化、处理过程的计算机仿真模拟和实时监控,以及热处理后表面组织结构和性能的计算机预测,做到齿轮激光淬火过程的易操作性,实现复杂形状和人工智能化的表面处理.
联系手机是13377853365, 主要经营光纤连续手持激光焊接机、四轴联动激光焊接设备、光纤传输激光点焊设备等。
单位注册资金未知。
欢迎关注本公司,本公司专业经营sKeys等产品,拥有完善的技术和真诚的服务!
- 产品分类
{kind=link}