山东恒矿机械设备制造有限公司
- 所在区域:山东济宁
- 经营性质:有限责任公司
- 企业类型:生产加工
- 注册地:济宁高新区吴泰闸路冠亚星城E公馆1单元1716号
- 主营产品:矿山机械设备,铁路设备
- 注册资金:人民币 1000 - 5000 万元
- 企业已认证
- 个人实名未认证
- 商家相关产品推荐:
- 商家产品分类
- “中双链刮板机配件 20GL01-1刮板配20GL01-2E型螺栓使用”详细信息
| 产品规格: | 不限 | 产品数量: | 54465.00 件 |
|---|---|---|---|
| 包装说明: | 不限 | 价格说明: | 不限 |
| 查看人数: | 67 人 | 本页链接: | https://info.b2b168.com/s168-210637630.html |
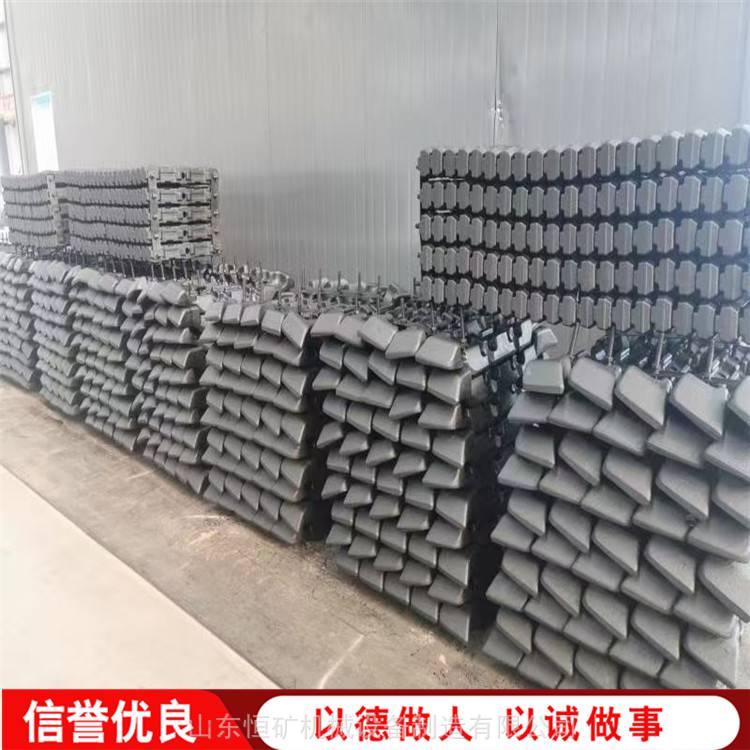
中双链刮板机配件 20GL01-1刮板配20GL01-2E型螺栓使用

20GL01-1刮板经检验化学成分、硬度和尺寸后用锯床下料,然后在反射炉中加热。加热后进行锻造、冲孔、切边。锻造工序采用模锻锤.冲孔工序采用压力机,切边工序采用压力机。工件成型后进行余热淬火和回火热处理.提高工件的强度和韧性,较后进行浸漆。余热淬火工序采用**淬火水槽.回火工序采用箱式电阻炉浸漆工序采用浸漆池。锻造刮板的生产工艺流程为:下料一加热一锻造一冲孔一切边一余热淬火 一回火一浸漆。执行标准GB/T2828.1-2003 计数抽样检验程序 *1部分:按接收质量限(AQL)检索的逐批检验抽样计划(ISO 2859-1:1999,1DT)
GB/T2829-2002 周期检验计数抽样程序及表(适用于对过程稳定性的检验) MT/T150-1997 刮板输送机和转载机包装通用技术条件





主要经营钻孔注浆一体机、双速绞车、锻打刮板、刮板机圆环链。
单位注册资金单位注册资金人民币 1000 - 5000 万元。
- 我要给商家留言
- 商家联系方式
- 商家为您推荐
- 商家更多产品推荐
-
该公司没有发布供应信息