


- 更新时间:2025-03-21 16:13
所属行业:机械 电焊/切割设备 激光焊机 -
发货地址:湖北武汉东西湖区
信息编号:188407623,公司编号:21617295
产品规格:不限
产品数量:9999.00 台
包装说明:不限
产品单价:58000.00 元/台 起
官方网址:http://1688laser.b2b168.com/
- 18120569118 曾华
- 留言数:3人
- 查看数:172人
铝板激光焊接机 聚焦光点小
- 相关产品:
- 所在区域:湖北武汉江夏区
- 经营性质:外商独资企业
- 企业类型:生产加工
- 注册地:湖北 武汉 江夏区 流芳街道 东湖新技术开发区光谷创业街7栋6楼C区098号
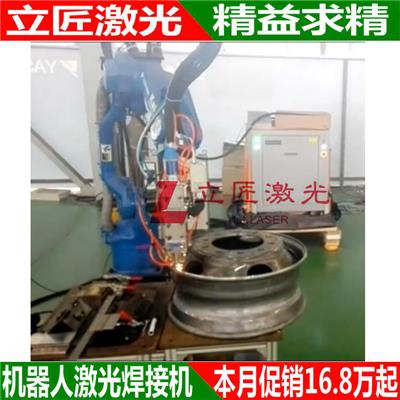
- 主营产品:激光熔覆机,激光淬火设备,激光焊接机,激光清洗除锈机,手持激光焊接机,自动激光焊接机,大功率激光焊接机,视觉定位激光焊接机,机器人激光焊接机,非标定制激光焊接机等等!
- 企业已认证
- 个人实名未认证
- 产品分类
- 商家其他产品推荐
- 产品详细信息
焊接控制系统的集成是人与技术的集成和焊接技术与信息技术的集成。集成系统中信息流和物质流是其重要的组成部分,促进其有机地结合,可大大降低信息量和实时控制的要求。注意发挥人在控制和临机处理的响应和判断能力,建立人机圣诞的友好界面,使人和自动系统和谐统一,是集成系统的不可低估的因素。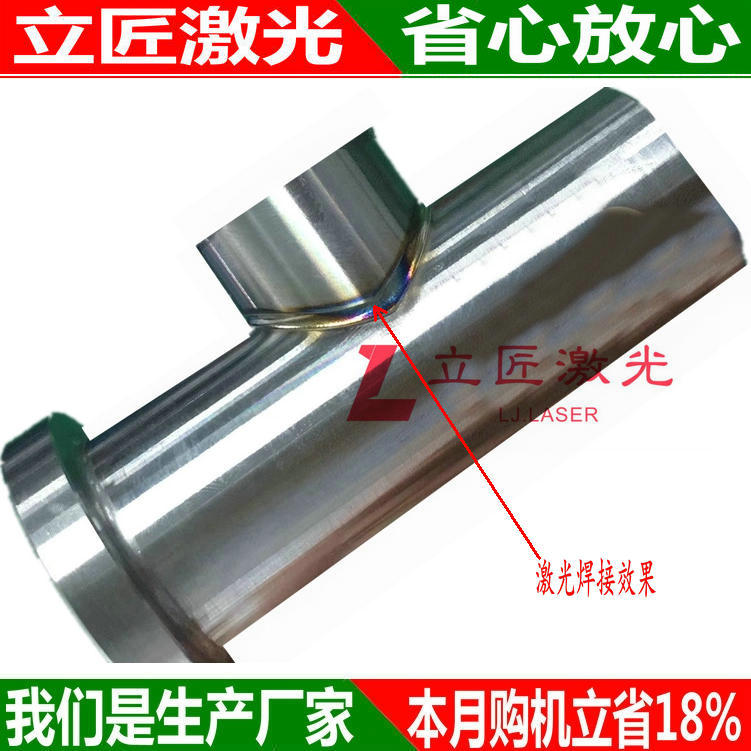
电子束焊
它靠一束加速高能密度电子流撞击工件,在工件表面很小密积内产生巨大的热,形成"小孔"效应,从而实施深熔焊接。电子束焊的主要缺点是需要高真空环境以防止电子散射,设备复杂,焊件尺寸和形状受到真空室的限制,对焊件装配质量要求严格,非真空电子束焊也可实施,但由于电子散射而聚焦不好影响效果。电子束焊还有磁偏移和X射线问题,由于电子带电,会受磁场偏转影响,故要求电子束焊工件焊前去磁处理。X射线在高压下特别强,需对操作人员实施保护。激光焊则不需 真空室和对工件焊前进行去磁处理,它可在大气中进行,也没有防X射线问题,所以可在生产线内联机操作,也可焊接磁性材料。
电阻焊
它用来焊接薄金属件,在两个电极间夹紧被焊工件通过大的电流熔化电极接触的表面,即通过工件电阻发热来实施焊接。工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者光束还可进入常规焊难以焊及的区域,焊接速度快。
氩弧焊
使用非消耗电极与保护气体,常用来焊接薄工件,但焊接速度较慢,且热输入比激光焊大很多,易产生变形。
等离子弧焊
与氩弧类似,但其焊炬会产生压缩电弧,以提高弧温和能量密度,它比氩弧焊速度快、熔深大,但逊于激光焊。
离焦量的影响
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
- 商家联系方式
- 我要给商家留言
- 商家产品推荐









- 相关产品推荐
-
南平新农村太阳能路灯厂家 太阳能路灯
陕西优质人行道砖制造厂 透水PC砖 花岗岩人行道砖
灞桥区陈高举租叉车出租 欢迎来电 陕西高举吊装供应
高陵区专业升降车长租 欢迎来电 陕西高举吊装供应
亳州新款路灯价格 乌鲁木齐2020新款路灯厂家价格 新款路灯厂家
亚马逊运营erp 适用大中小卖家
30铲车装载机搅拌斗使用效果 装载机改装搅拌斗 放心省心
邯郸瓷器修复步骤
花都漏水检测价格 水管漏水探测公司
淮安救援帐篷代理-户外救援设施
2021AAA信用评级加分办理资料 企业银行信用评级加分办理流程有那些
江门面料防螨性能检测收费标准 抗菌防螨检测 *广工微
台州电动铲车信誉保证
搅拌斗装载机--铲车改装搅拌斗下开口漏料 1.2方搅拌斗装载机
台州儿童滑梯定制 儿童滑梯
新乡太阳能LED路灯
金昌儿童滑梯电话 滑梯报价
三亚陶瓷花岗岩厂家 陶瓷仿石砖 石陶牌生态仿石砖
大武口钢筋混凝土污水排水管生产厂家
苏州供应水晶立体内雕礼品厂家 北京制作大楼开工仪式品 创意定制
焦作表彰评优荣誉牌 纯锡周年盘批发