
- 2300
- 产品价格:100.00 元/块 起
- 发货地址:河北邯郸永年县 包装说明:不限
- 产品数量:9999.00 块产品规格:不限
- 信息编号:167887831公司编号:14544496
- 郗甜甜 经理 微信 185310887..
- 进入店铺 在线咨询 QQ咨询 在线询价
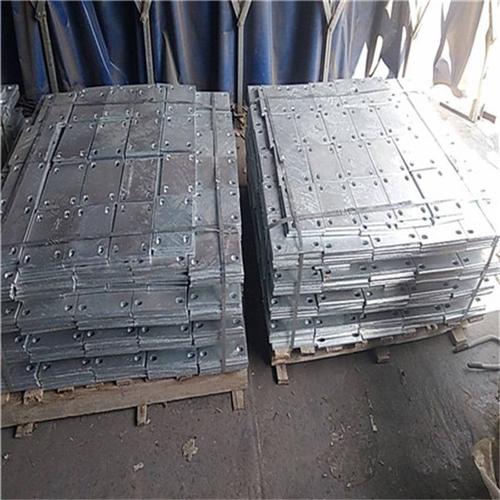
陕西铁路接触网预埋件
- 相关产品:
产地:邯郸应用范围:隧道铁路幕墙混凝土质保:二年可售卖地:全国类型:预埋件
表面粗糙度3.2铣削类型数控铣打样周期4-7天
加工周期8-15天年剩余加工能力800(件)年大加工能力8000(件)
目前大多采用的多元共渗元素为锌、 铝元素,多元合金共渗工艺使所渗金属元素与基体金属常发生反应而形成化合物相,使渗层与基体结合牢固,其结合强度是电镀、热镀锌工艺难以比拟的。
铣削加工精度精加工加工材料45大直径300(mm)大长度500(mm)公差0.2
在铁道隧道内接触网施工时,基础固定方式的预埋件可分为受力预埋件和构造预埋件两种。在国外铁路的隧道、明洞内一般采用预埋接触网基础中隧道腕臂的方式,而我国采用较多的方式是采用化学粘结锚栓或水泥砂浆固定钢质杆件,也采用过预埋螺栓的方式。路基接触网支柱基础有:H型钢柱基础,接触网下拉锚线基础及BGZ6、BGZ5基础四种。基础结构形式为人工挖孔灌注桩加承台基础。
施工要求:
1:挖孔时做好锁扣和护壁防止坍塌,及时清理施工弃土及杂物
2:承台混凝土养护时注意保护外露地脚避免支柱与拉线安装前损坏螺纹
3:接触网支柱预埋件允许偏差按照接触网H型钢柱基础(肆房(2010)8301)、(四设南三龙指联(2015)11号)文件标准执行
联系电话是18531088712, 主要经营邯郸市永年区中通电力金有限公司专业生产:遮板栏杆预埋件,防落梁挡块,声屏障立柱预埋件,预埋T钢,接触网预埋件,地脚螺栓等多元化产品,遍布华东和山西一带。欢迎广大客户来电咨询!。
单位注册资金单位注册资金人民币 250 - 500 万元。
{kind=link}