

- 2024-05-26 17:04 1672
- 起订量:1 价格:20 - 30 起订量:100 价格:10 - 20
- 发货地址:北京丰台 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:165074584公司编号:8209473
- 张经理 经理 微信 13011886131
- 进入店铺 在线留言 QQ咨询 在线询价
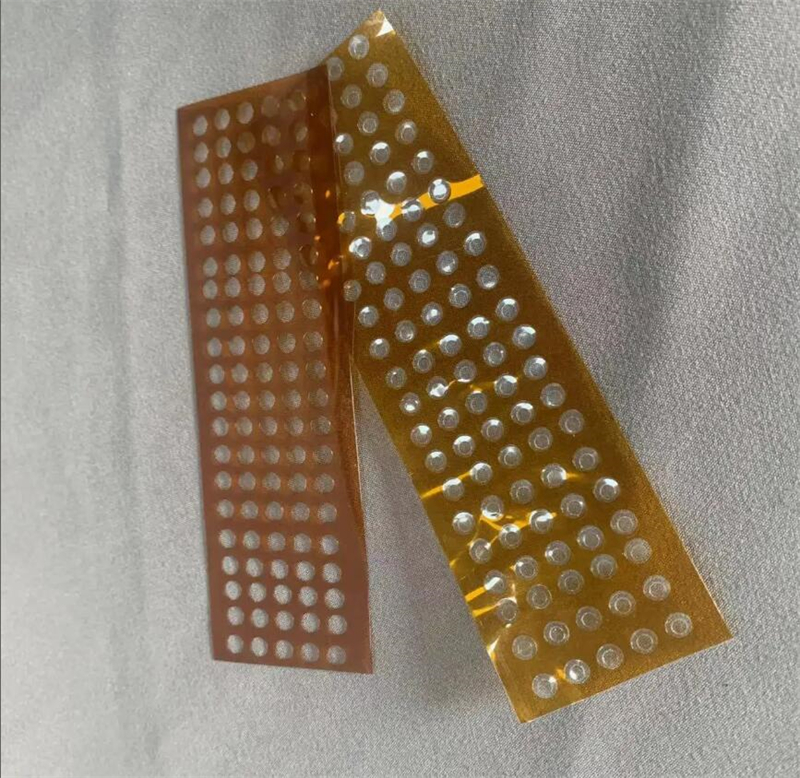
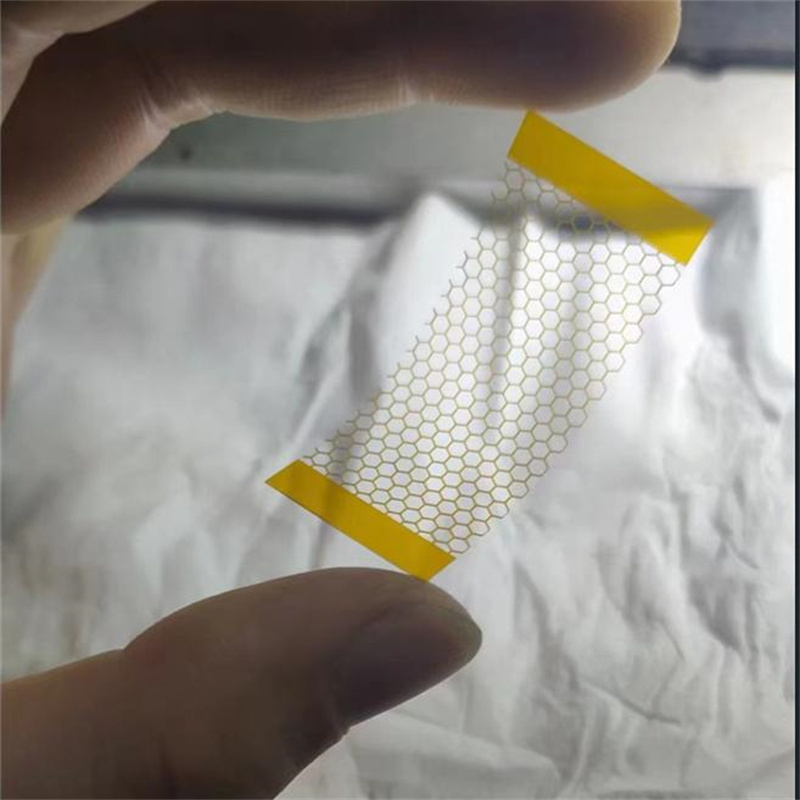
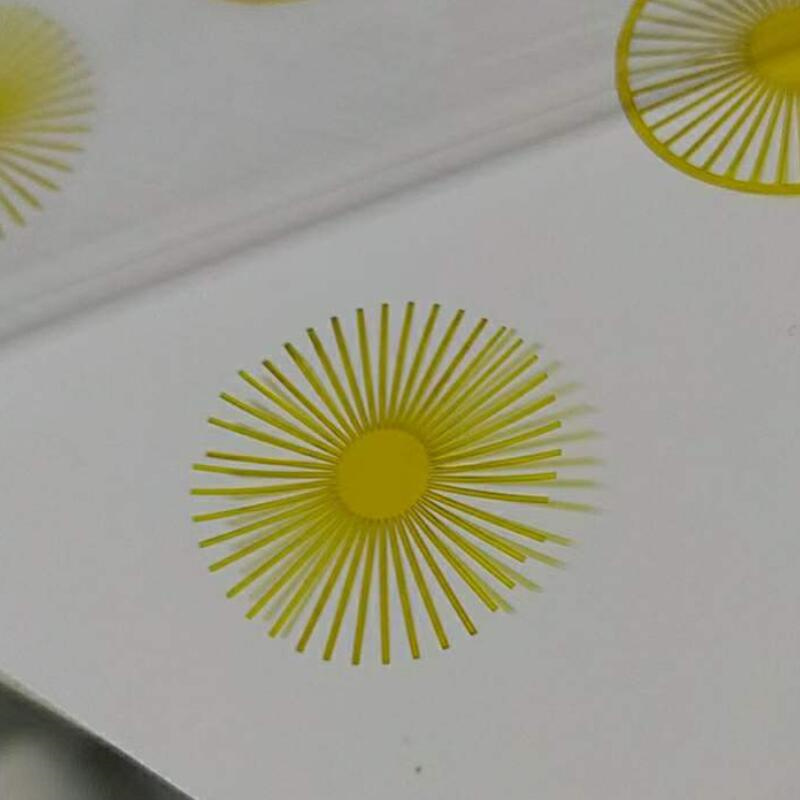
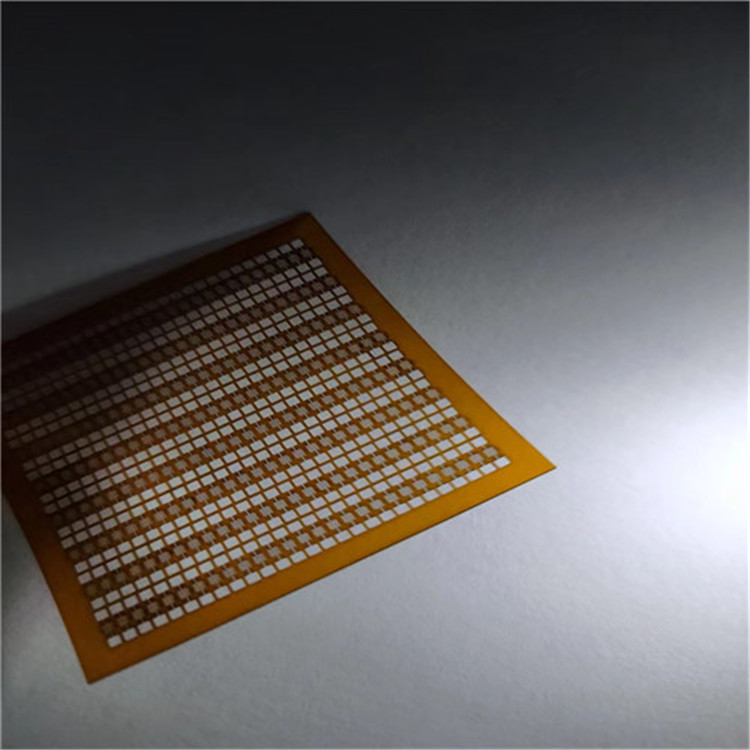
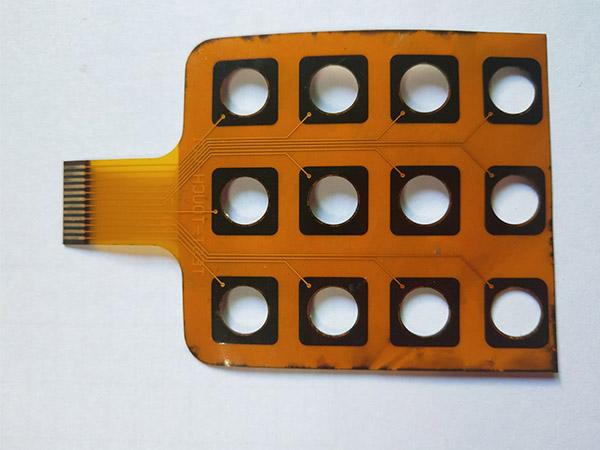
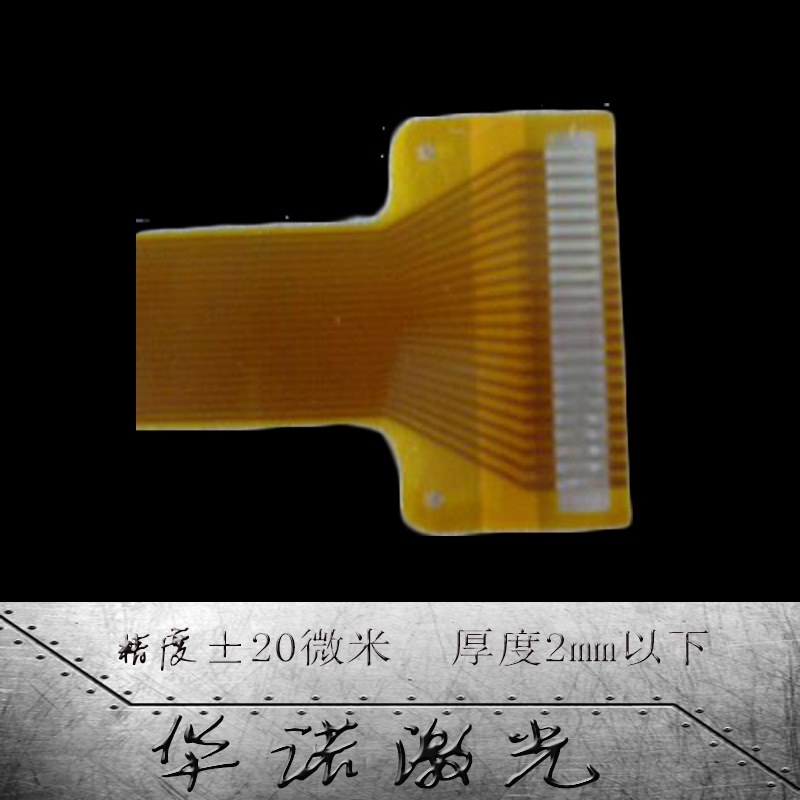
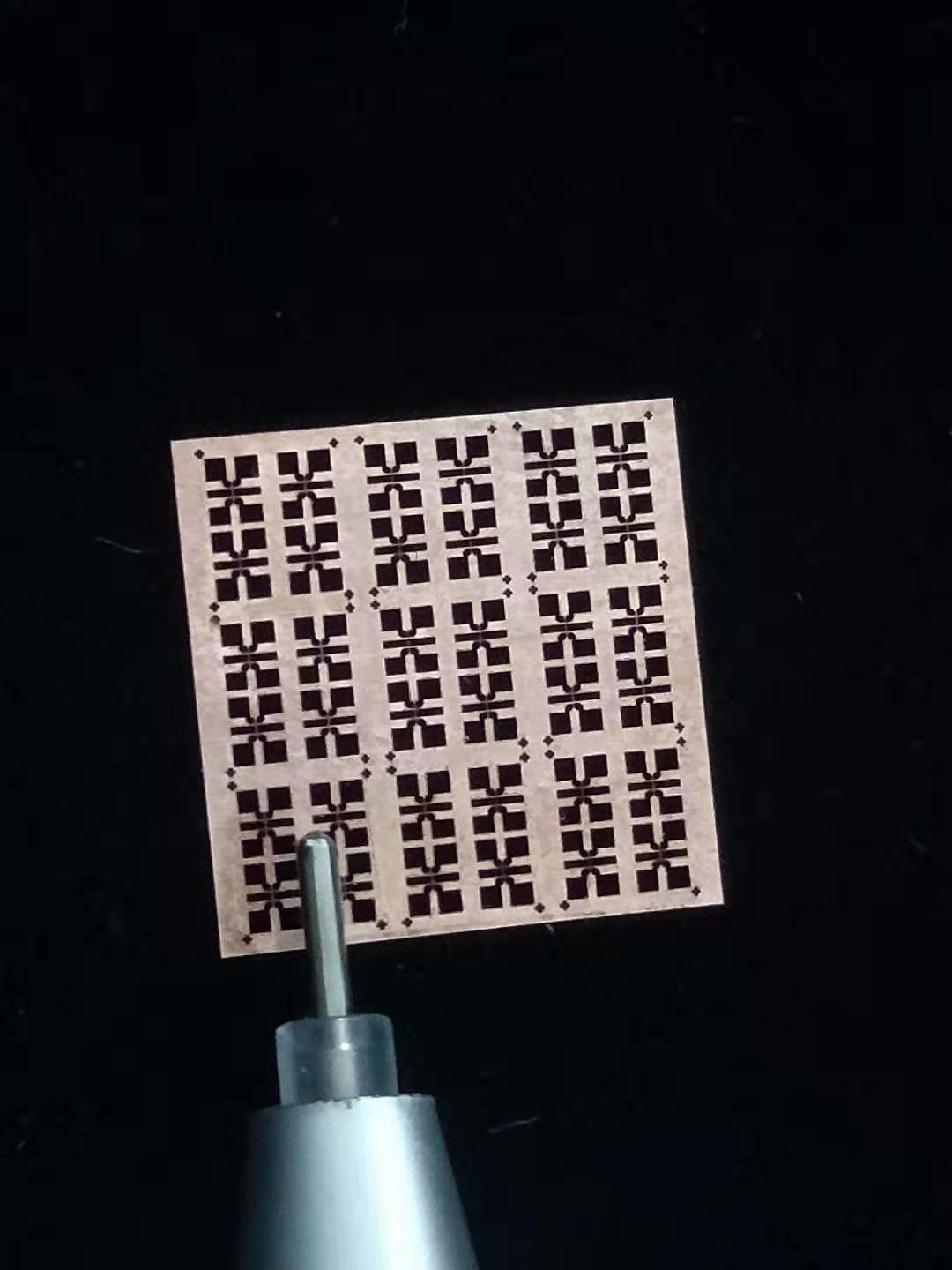
电子隔热薄膜pi聚酰激光精密切割打孔 蜂窝孔加工个性定制
- 相关产品:
切割精度:±10μm切割幅面:300*300mm设备类型:红外、紫外、绿光加工优势:边缘整齐无卷边加工地址:北京、天津
非金属薄膜切割薄膜切割速度
非金属薄膜切割气体
气体可以吹走切口处产生的烟雾;防止废渣和烟雾污染光学镜;为激光热能进行导流,使得激光能量能够加集中地作用于材料上,增强了激光切割能力。根据切割需要,可以选择助燃或者阻燃的不同气体。
射频CO₂激光器,输出功率从几瓦到上千瓦不等,根据薄膜切割的厚度、切割的速度、材料的吸收,选择合适的功率,选择合适的激光器。一般情况下,切割时使用的CO₂激光功率不大于激光器输出功率的80%,易于得到的性能和效果。
非金属薄膜切割薄膜材料材质









{kind=link}