- 所在区域:广东深圳宝安区
- 经营性质:外商独资企业
- 企业类型:生产加工
- 注册地:广东省深圳市
- 主营产品:五轴车铣复合加工,精密零部件加工,五轴加工
- 注册资金:人民币 100 万元以下
- 企业已认证
- 个人实名未认证
- 商家相关产品推荐:
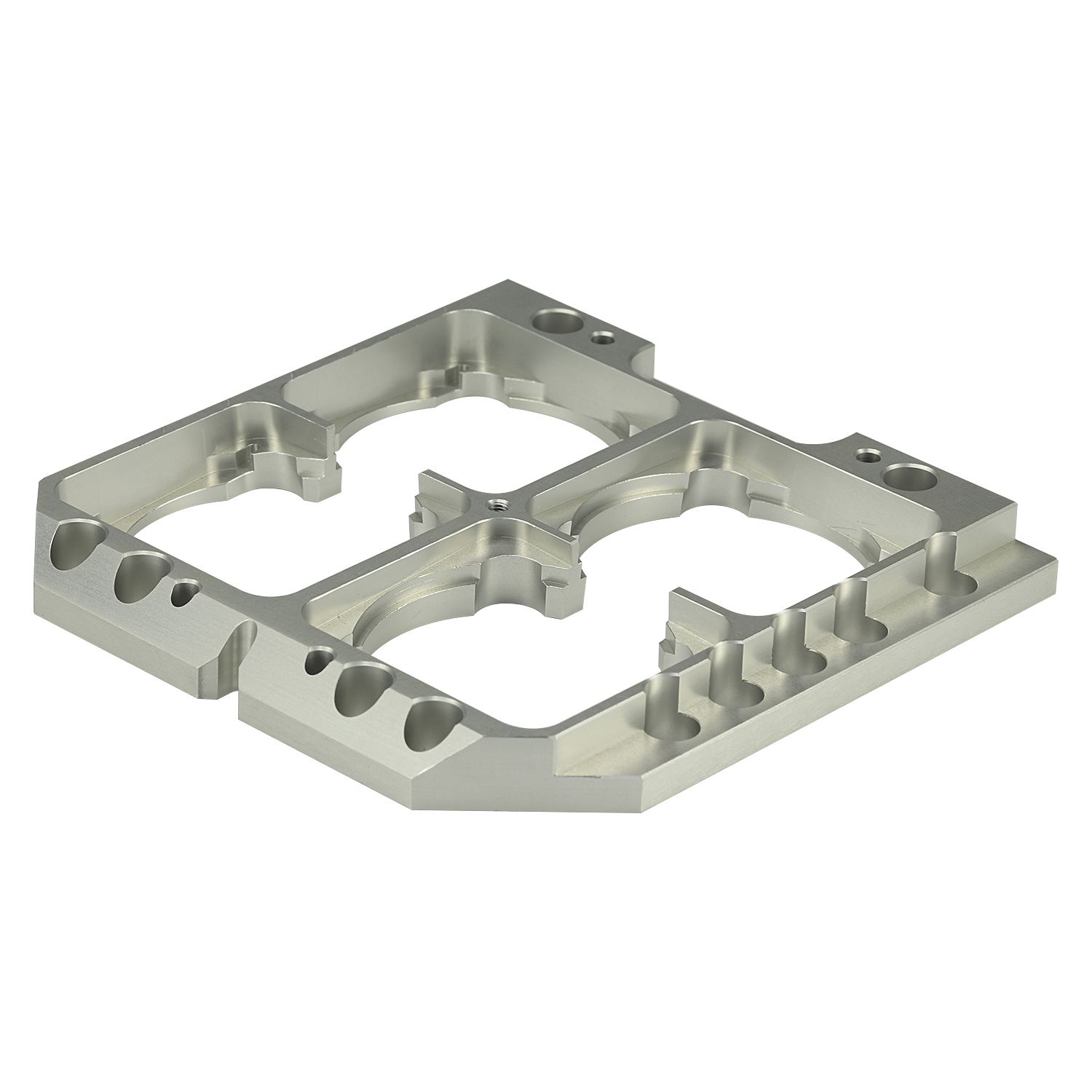
- “潮州切削零件中心”详细信息
| 产品规格: | 不限 | 产品数量: | 9999.00 个 |
|---|---|---|---|
| 包装说明: | 不限 | 价格说明: | 不限 |
| 查看人数: | 35 人 | 本页链接: | https://info.b2b168.com/s168-164250734.html |
| 精度: | ±0.005 | 材料: | 日产/国产金属 |
| 定制加工: | 是 | 可销售地: | 国内外 |
| 应用行业: | 自动化设备、航天部品、医疗设备、汽车行业等 |
我司可满足客户单件,小批量,大批量生产需求。此外还可向客户提供各种表面处理与热处理。如:硬质氧化、电解抛光、无电解沉镍、镀铬、真空热处理、气体氮化、高周波热处理、浸炭热处理等等。公司设备拥有日本进口MAZAK五轴车铣复合加工设备,有数控铣床、车床、磨床及英国产Nikon三次元测量仪等先进设备。加工领域覆盖汽车、、能源、船舶到航空航天等领域。加工能力达到国际先进水平,拥有日本和美国稳定客户。
钻孔,使用一般的麻花钻钻孔,属于粗加工,钻削时排屑困难,切削热不易导出,往往造成刀刃退火,影响钻头使用寿命及加工效率。选用性能好的切削液,可以使钻头的使用寿命延长数倍甚至更多,生产效率也可明显提高。一般可选用极压乳化液或极压合成切削液。极压合成切削液表面张力低,渗透性好,能及时冷却钻头,对延长寿命,提高加工效率十分有效。对于不锈钢、耐热合金等难切削材料,可选用低粘度的极压切削油。
机械零件的切削是指在金属切削过程中,切除工件上多余的金属层,被切离工件的过程,就是切削制造工艺的流程,要提高切削工艺效率,必须从以下方面给予解决:
一、机械零件材料的切削加工性1、机械零件材料切削加工性的概念
在一定的加工条件下,工件材料被切削加工的难易程度,称为材料的切削加工性,一般良好的切削加工性是指,寿命较长或一定寿命下的切削速度较高,在相同的切削工艺条件下切削力较小,切削温度较低,容易获得好的表面质量。
2、改善工件材料切削装置工艺途径
工件材料的切削加工性对生产率和表面质量有很大影响,因此在满足机械零件使用要求的前提下,尽量选用加工性较好的材料,在实际生产中,还可采取一些措施来改变材料的切削加工性。
粗车,粗车时加工余量较大,因而切削深度和进给量都较大,切削阻力大,产生大量切削热,磨损也较严重,主要应选用以冷却作用并具有一定清洗、润滑和防锈作用的水基切削液,将切削热及时带走,降低切削温度,从而提高耐用度。一般选用极压乳化液效果更好。极压乳化液除冷却性能好之外,还具备良好的极压润滑性。使用水基切削液要注意机床导轨面的保养,下班前要将工作台上的切削液擦干,涂上润滑油。
铰削,铰削加工是对孔的精加工,要求精度高。铰削属低速小进给量切削,主要是与孔壁成挤压切削,切屑碎片易留在刀槽或粘接在刃边上,影响刃带的挤压作用。破坏加工精度和表面粗糙度,增加切削转矩,还会产生积屑,增加磨损。铰孔基本上属于边界润滑状态,一般采用润滑性良好并有一定流动性的高浓度极压乳化液或极压切削油,就可以得到良好效果。对不锈钢、耐热钢可采用高极压性的复合切削液。对深孔铰削,采用润滑性能好的深孔钻切削油便能满足工艺要求。
深圳市恒泰机电有限公司拥有一批实践经验丰富的技术与品质管理人员,用专业的技术与优质的服务满足客户需求。我们抱以真挚、诚恳的邀请贵公司来本公司参观指导,以谋求共同发展。
主要经营深圳市联大数控机械设备有限公司,致力于研发手表首饰专用五轴CNC厂家,主要应用于珠宝首饰、手表的产品雕铣车花、批花应用。 联大数控五轴机性能及优势: 1) 针对首饰仅设计一个漏斗回收口;可能导致损耗的对外窗口仅一个,并已加强防损设计,基本无损耗。 2)五轴结构设计优势: 针对德国五轴结构加强支撑保护,两端及五轴中心点支撑设计,受冲击反作用保护力设计!。
单位注册资金单位注册资金人民币 100 万元以下。
- 我要给商家留言
- 商家联系方式
- 商家为您推荐
- 商家更多产品推荐
-
动梁龙门铣厂家-嘉胜精密机械(在线咨询)-铣
铣-嘉胜精密机械-龙门双头平铣厂家
张家港含颗粒果汁饮料灌装机
自走式开沟机 凉山开沟施肥机
双头铣床厂家-嘉胜精密机械-铣
安顺屠宰场人员消毒通道 调试安装
张家口药店货柜价格表 药店实木货柜 制作精良
双头铣床厂家-嘉胜精密机械(在线咨询)-铣
聚氨酯密封圈修边机/真空式修边机
衡阳路面抛丸机 **
杭州到龙岩物流专线 货运直达 杭州物流公司 中转福建全境
天津北辰区废铜回收
曹县静音发电机租赁怎么收费
鹤壁凸轮分割器-凸轮分割器厂家-荣耀电气(诚信商家)
消防镀锌管批发-山西保瑞和(在线咨询)-朔州消防镀锌管
凸轮分割器生产厂家-湘潭凸轮分割器-荣耀电气(查看)
机制木炭机论坛-志乾机械(在线咨询)-青海机制木炭机
驻马店市美甲培训班课程时间
莘县发电机回收价格优惠
防风冲孔围挡_工地防护网
遵义养殖场人员消毒设备 质量可靠