


- 更新时间:2025-01-27 09:30
所属行业:机床 机床加工合作 机械零件加工 -
发货地址:广东东莞虎门
信息编号:139361729,公司编号:6988448
产品规格:不限
产品数量:9999.00 个
包装说明:不限
产品单价:面议
官方网址:http://hongjia99.cn.b2b168.com/
- 15362808930 李会军
- 查看数:173人
数控零件加工供应商 生产加工服务能力*
- 相关产品:
- 所在区域:广东东莞虎门
- 经营性质:有限责任公司
- 企业类型:生产加工
- 注册地:东莞
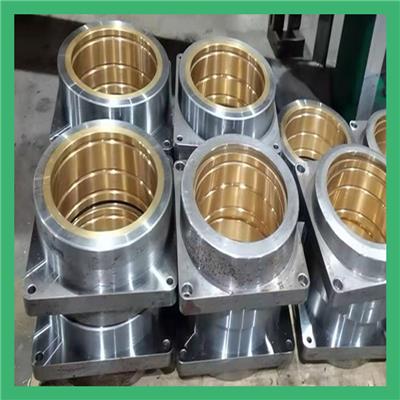
- 主营产品:cnc加工,精密零件批量加工,机械零部件加工
- 企业已认证
- 个人实名未认证
- 产品分类
- 商家其他产品推荐
- 产品详细信息
零件装夹
一、定位安装的基本原则
在数控机床上加工零件时,定位安装的基本原则是合理选择定位基准和夹紧方案。在选择时应注意以下几点:
1、力求设计、工艺和编程计算的基准统一。
2、尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。
3、避免采用占机人工调整式加工方案,以充分发挥数控机床的效能。
二、选择夹具的基本原则
数控加工的特点对夹具提出了两个基本要求:一是要保证夹具的坐标方向与机床的坐标方向相对固定;二是要协调零件和机床坐标系的尺寸关系。除此之外,还要考虑以下几点:
1、当零件加工批量不大时,应尽量采用组合夹具、可调式夹具及其他通用夹具,以缩短生产准备时间、节省生产费用。
2、在成批生产时才考虑采用专用夹具,并力求结构简单。
3、零件的装卸要快速、方便、可靠,以缩短机床的停顿时间。
4、夹具上各零部件应不妨碍机床对零件各表面的加工,即夹具要开敞,其定位、夹紧机构元件不能影响加工中的走刀(如产生碰撞等)。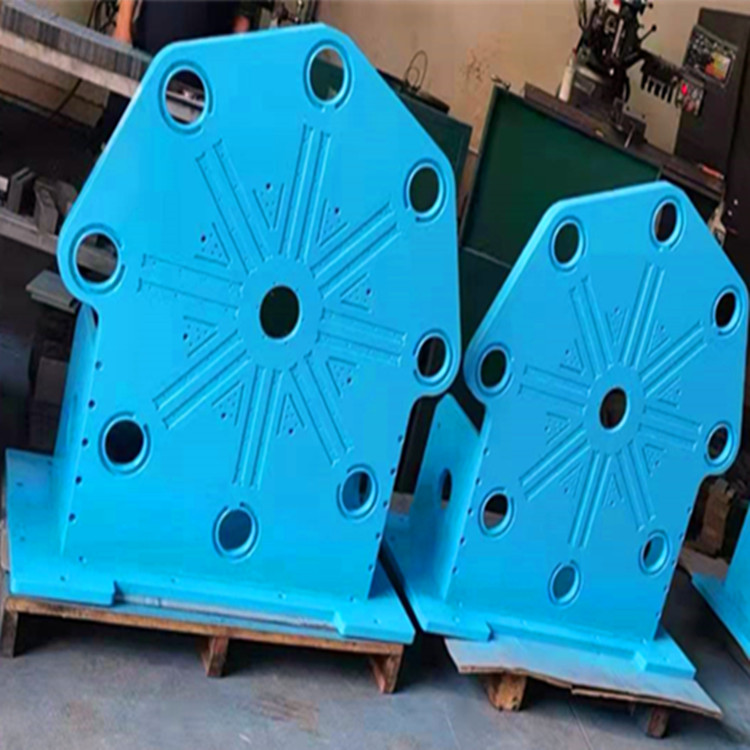
构成零件轮廓的几何元素的条件应充分
在手工编程时要计算基点或节点坐标。在自动编程时,要对构成零件轮廓的所有几何元素进行定义。因此在分析零件图时,要分析几何元素的给定条件是否充分。如圆弧与直线,圆弧与圆弧在图样上相切,但根据图上给出的尺寸,在计算相切条件时,变成了相交或相离状态。由于构成零件几何元素条件的不充分,使编程时无法下手。遇到这种情况时,应与零件设计者协商解决。
适合数控机床加工的零件有哪些?
1.最适合多品种中小批量零件。随着数控机床制造成本的逐步下降,现在不管是国内还是国外,加工大批量零件的情况也已经出现。加工很小批量和单件生产时,如能缩短程序的调试时间和工装的准备时间也是可以选用的。
2.精度要求高的零件。有于数控机床的刚性好,制造精度高,对刀精确,能方便的进行尺寸补偿,所以能加工尺寸精度要求高的零件。
3.表面粗糙度值小的零件。在工件和刀具的材料、精加工余量及刀具角度一定的情况下,表面粗糙度取决于切削速度和进给速度。普通机床是恒定转速,直径不同切削速度就不同,像数控车床具有恒线速切削功能,车端面、不同直径外圆时可以用相同的线速度,保证表面粗糙度值既小且一致。在加工表面粗糙度不同的表面时,粗糙度小的表面选用小的进给速度,粗糙度大的表面选用大些的进给速度,可变性很好,这点在普通机床很难做到。
4.轮廓形状复杂的零件。任意平面曲线都可以用直线或圆弧来逼近,数控机床具有圆弧插补功能,可以加工各种复杂轮廓的零件。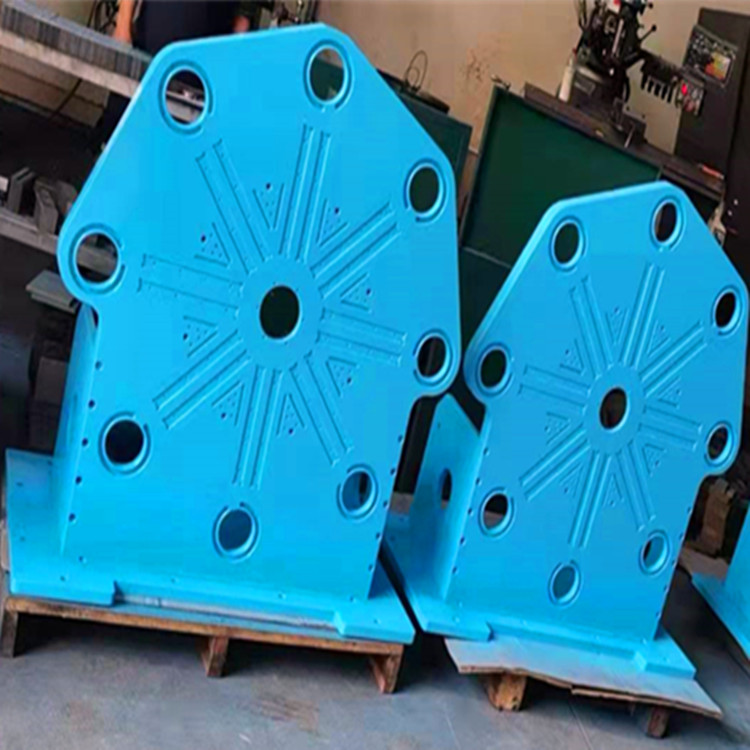
- 商家联系方式
- 我要给商家留言
- 商家产品推荐








- 相关产品推荐
-
厦门石雕大象定做 汉白玉石雕大象
长沙帆布输送带费用 全棉帆布带 帆布输送带
制钉机模具制钉模具型号 精工打造 质量有保证
上海混凝土道路病害薄层修补料制作 省钱 省心 有**
混凝土结构防腐涂装系统厂家 质量优良
怎样转厂报关 转厂销售 价格优惠
营口开水锅炉厂家 点击查看详情
云南七彩风车生产 全国均可发货
湛江喷泉加工 大型石雕喷泉
深圳聚合物抗裂抹面砂浆厂 厂家 欢迎致电
广州防冻型灌浆料规格 自流平灌浆料 详情了解多
营口龙门数控等离子切割机出售 高端制造工艺
吉林龙门数控等离子切割机出租 精工打造 质量有保证
深圳防冻型灌浆料厂家 高强无收缩灌浆料 在线咨询立享优惠
上海粒面带防滑糙面带品牌 糙面包辊带 粒面带
镇江超声波清洗剂 值得信赖
秦皇岛混凝土道面起皮起砂蜂窝麻面薄层修补料价格 质量
专业生产水泥基渗透结晶防水涂料生产厂家 好服务更优廉
北京环保电开水锅炉生产 欢迎咨询
菏泽风车节出售 七彩风车 欢迎咨询
泰州二次灌浆料销售价格 制造工艺优