


- 更新时间:2025-02-21 15:05
所属行业:机床 机床加工合作 机械零件加工 -
发货地址:广东东莞虎门
信息编号:136729428,公司编号:6988448
产品规格:不限
产品数量:9999.00 个
包装说明:不限
产品单价:面议
官方网址:http://hongjia99.cn.b2b168.com/
- 15362808930 李会军
- 查看数:201人
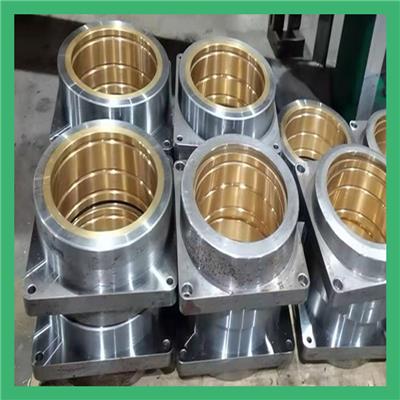
精密焊接件加工 加工设备精良
- 相关产品:
精密焊接件加工
- 所在区域:广东东莞虎门
- 经营性质:有限责任公司
- 企业类型:生产加工
- 注册地:东莞
- 主营产品:cnc加工,精密零件批量加工,机械零部件加工
- 企业已认证
- 个人实名未认证
- 产品分类
- 商家其他产品推荐
- 产品详细信息
焊接件的焊接方式焊接件的焊接方式分为平焊、立焊、横焊和仰焊四种。应根据焊接工件的结构、形状、体积和所处位置的不同选择不同的焊接方式。平焊时,焊缝处于水平位置,操作技术容易掌握,采用焊条直径可大些,生产效率高,但容易出现熔渣和铁水分不清的现象。焊接所用的运条方法均成直线形,焊件若需两面焊时,焊接正面焊缝,运条速度反应慢些,以获得较大的深度和宽度;焊反面焊缝时,则运条速度要快些,使焊缝宽度小些。立焊和横焊时,由于熔化的金属自重下淌,产生未焊透和焊瘤等缺陷,所以要用较小直径的焊条和较短的电弧焊接。焊接电流要比平焊时小12%。仰焊操作难度高,焊接时要采用较小直径的焊条,用短的电弧焊接。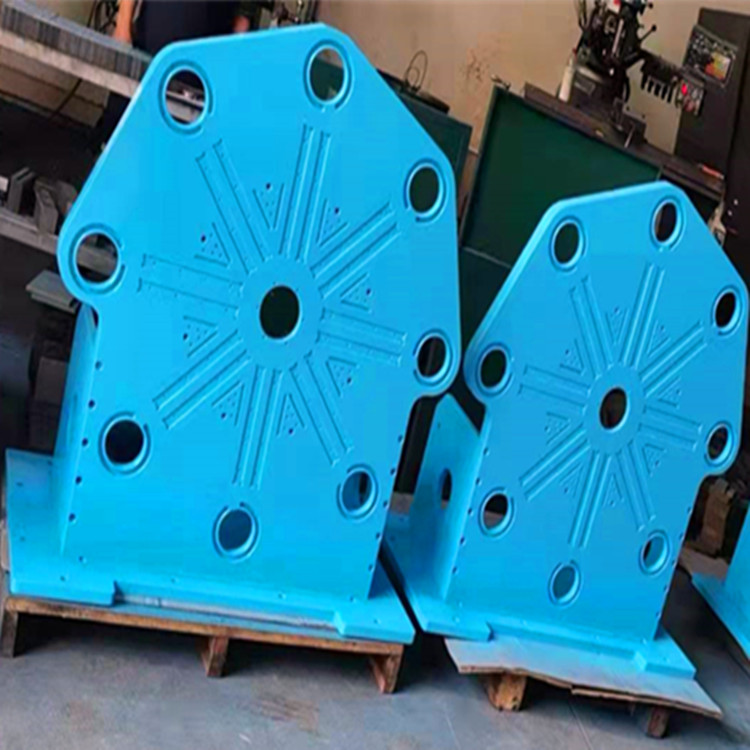
工厂拥有进口及国产大型数控龙门铣床、数控镗铣床、卧式加工中心、大型数控落地镗铣床、机床激光较准仪、激光调刀仪、数控去应力及各种大型设备等共30余台;检测设备方面:拥有大型固定三坐标、大型移动式三坐标、移动式激光干涉仪、移动式硬度测试仪及其他检测量具近300台。 我们的优秀合作伙伴有:达涅利、德国米拉克龙机械、西班牙法格机械、日本住友机械、日本三菱、美国美转机械、意大利美艾意机械、发达、扬州牧羊集团、永和兴工业、台湾金峰、日本电机、上海地铁等国内外知名客户。 我们为客户生产的产品主要有:医用磁共振成像系统专用磁体、各种结构体的焊接、风电机加件、大型齿轮箱、地铁钢模、冲床部件、注塑机部件、各种冶金设备部件、大型破碎机部件、水箱、冷却机、大型法兰等产品。“高品质,重效率、诚信服务”是我们的经营理念。
焊接件的加工,按其工艺过程的特点分有熔焊,压焊和钎焊三大类,下面就仔细针对这3大类进行仔细的介绍。
在熔焊的过程中,如果大气与高温的熔池直接接触的话,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。
为了提高焊接质量,人们研究出了各种保护方法。例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得优质焊缝。
各种压焊方法的共同特点,是在焊接过程中施加压力,而不加填充材料。多数压焊方法,如扩散焊、高频焊、冷压焊等都没有熔化过程,因而没有象熔焊那样的,有益合金元素烧损和有害元素侵入焊缝的问题,从而简化了焊接过程,也改善了焊接安全卫生条件。同时由于加热温度比熔焊低、加热时间短,因而热影响区小。许多难以用熔化焊焊接的材料,往往可以用压焊焊成与母材同等强度的质优接头。
焊接时形成的,连接两个被连接体的接缝称为焊缝。焊缝的两侧在焊接时,会受到焊接热作用,而发生了组织和性能变化,这一区域被称作为热影响区。焊接时因工件材料焊接材料、焊接电流等方面的不同。恶化焊接性这就需要调整焊接的条件,焊前对焊件接口处的预热、焊时保温和焊后热处理,可以改善焊件的焊接质量。
另外,焊接是一个局部的迅速加热和冷却过程,焊接区由于受到四周工件本体的拘束而不能自由膨胀和收缩,冷却后在焊件中便产生焊接应力和变形。重要产品焊后都需要消除焊接应力,矫正焊接变形。
现代焊接技术已能焊出无内外缺陷的、机械性能等于甚至高于被连接体的焊缝。被焊接体在空间的相互位置称为焊接接头,接头处的强度除受焊缝质量影响外,还与其几何形状、尺寸、受力情况和工作条件等有关。接头的基本形式有对接、搭接、丁字接即为正交接和角接等。
- 商家联系方式
- 我要给商家留言
- 商家产品推荐









- 相关产品推荐
-
盐城支座灌浆料电话 稳定的技术团队
亚克力设备零件加工 急单交货快
出口退运协议 出口货物退运操作流程 保护儿童健康
销售福建绿绒布包辊带生产 耐磨性好
都匀电动叉车配件 点击查看详情
青岛糙面带糙面带 欢迎在线咨询
惠州整石坐凳报价 欢迎来电了解
济宁不锈钢开水炉生产商 联系我们获取更多资料
庆阳电热开水锅炉型号 欢迎致电
云阳合力叉车厂家 在线免费咨询
深圳市到物流专线报价 平台有实力
广安种虾培育 欢迎来电垂询
宜昌制检票系统定制检票系统 欢迎致电
日本留学条件 在线免费咨询
葫芦岛自动上下料搬运码垛机器人 省人省时省心的高效工作方式
四川衬塑钢管生产商 寿命长 质量好
抚顺厂家电开水炉生产厂家 欢迎来电咨询
濮阳永磁变频空压机报价 免费咨询
杭州到庆阳货运公司 免费上门取货
安康燃气开水锅炉批发价格 欢迎致电
没时间打理的公司注销转让变更低价注销申请 收购闲置不经营的公司