
- 16310
- 产品价格:面议
- 发货地址:广东东莞厚街 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:125185524公司编号:14464250
- 刘经理 经理 微信 13925799771
- 进入店铺 在线留言 QQ咨询 在线询价
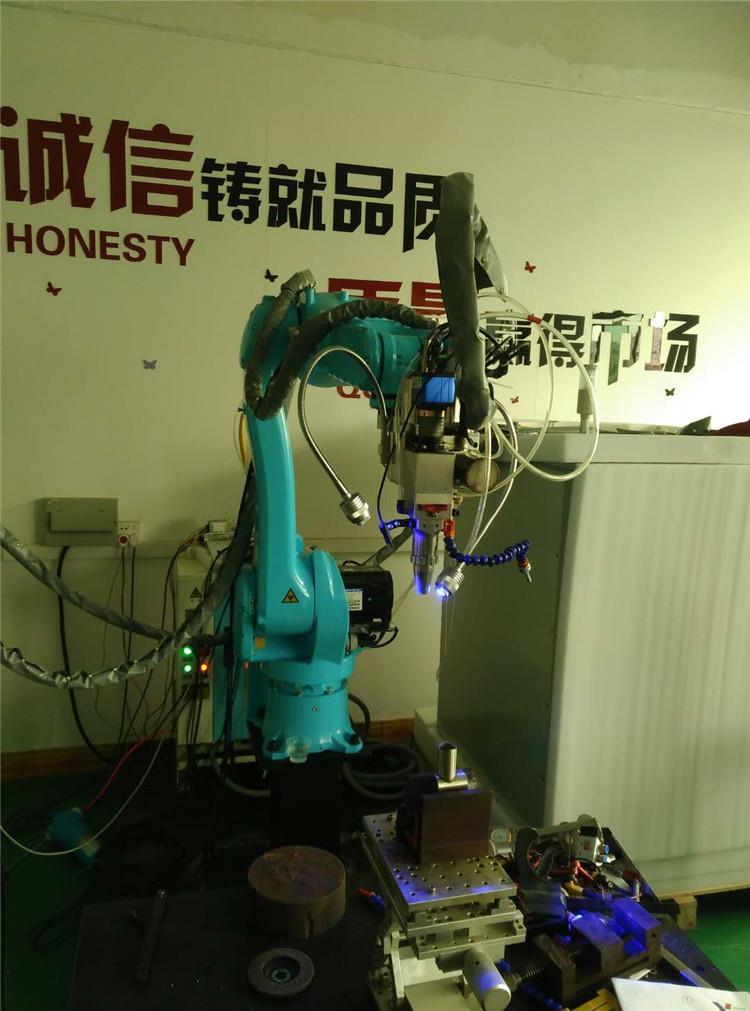
惠州机械手激光焊接机生产商 盈创激光
- 相关产品:
激光脉冲宽度。 脉宽是脉冲激光焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。

电子束焊还有磁偏移和X射线问题,由于电子带电,会受磁场偏转影响,故要求电子束焊工件焊前去磁处理。X射线在高压下特别强,需对操作人员实施保护。
焊件位置需非常精确,务必在激光束的聚焦范围内;
激光束可由平面光学元件(如镜子)导引,随后再以反射聚焦元件或镜片将光束投射在焊缝上。
应用领域
制造业
激光拼焊(TailoredBlandLaserWelding)技术在国外轿车制造中得到广泛的应用,据统计,2000年**范围内剪裁坯板激光拼焊生产线**过100条,年产轿车构件拼焊坯板7000万件,并继续以较高速度增长。
90年代欧洲、北美、日本各大汽车生产厂开始在车身制造*规模使用激光拼焊板技术。无论实验室还是汽车制造厂的实践经验,均证明了拼焊板可以成功地应用于汽车车身的制造。
在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。

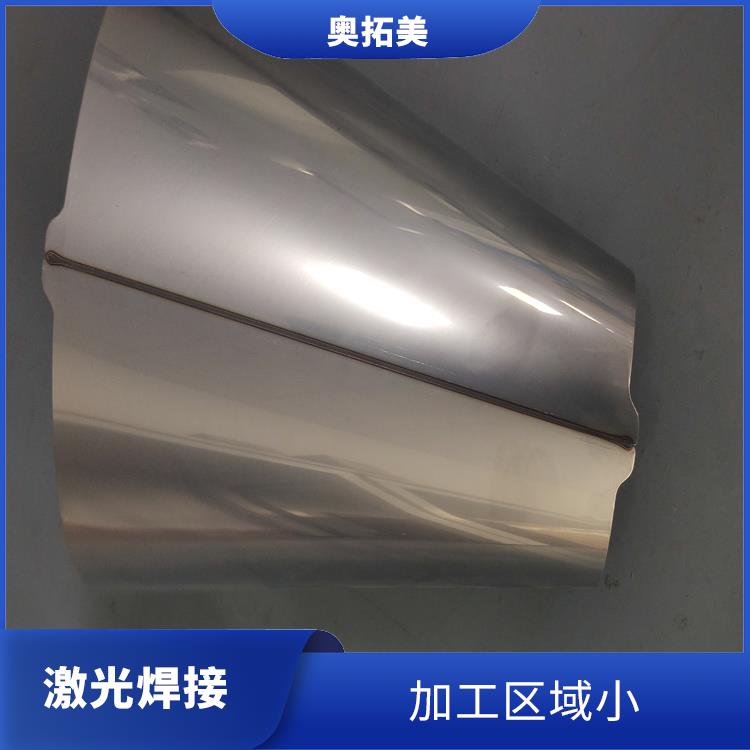
使用钕(ND)为激发元素的钇铝石榴石晶棒(Nd:YAG)可产生1---8KW的连续单一波长光束。YAG激光,波长为1.06uM,可以通过柔性光纤连接到激光加工头,设备布局灵活,适用焊接厚度0.5-6mm。
孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。
可焊接不同物性(如不同电阻)的两种金属;


电子束焊还有磁偏移和X射线问题,由于电子带电,会受磁场偏转影响,故要求电子束焊工件焊前去磁处理。X射线在高压下特别强,需对操作人员实施保护。
焊件位置需非常精确,务必在激光束的聚焦范围内;
激光束可由平面光学元件(如镜子)导引,随后再以反射聚焦元件或镜片将光束投射在焊缝上。
应用领域
制造业
激光拼焊(TailoredBlandLaserWelding)技术在国外轿车制造中得到广泛的应用,据统计,2000年**范围内剪裁坯板激光拼焊生产线**过100条,年产轿车构件拼焊坯板7000万件,并继续以较高速度增长。
90年代欧洲、北美、日本各大汽车生产厂开始在车身制造*规模使用激光拼焊板技术。无论实验室还是汽车制造厂的实践经验,均证明了拼焊板可以成功地应用于汽车车身的制造。
在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。

使用钕(ND)为激发元素的钇铝石榴石晶棒(Nd:YAG)可产生1---8KW的连续单一波长光束。YAG激光,波长为1.06uM,可以通过柔性光纤连接到激光加工头,设备布局灵活,适用焊接厚度0.5-6mm。
孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。

可焊接不同物性(如不同电阻)的两种金属;









{kind=link}