大量研究表明,表面残余应力影响工件的疲劳强度、耐腐蚀性、可靠性和精度保持性。特别是对于在外部环境工作中承受周期性载荷作用的大型机械而言,提高其可靠性显得尤为重要。为了减少残余应力对铣削加工零件质量的影响,避免因零件失效导致大型机械故障,对退火H13热作模具钢铣削后,利用盲孔法对已加工表面进行残余应力检测,分析测量结果,优化铣削加工参数,减小切削加工产生的残余应力,提高加工零件表面质量。
铣削表面残余应力产生原因
铣削加工过程中,切削力的方向随着刀具的旋转而不断变化。同时,切削过程中产生大量的热也在交替传递中。由此必然导致加工后残余应力的生成受到不均匀的力-热弹塑性耦合场的综合作用。在整个过程中,在刀具-工件接触区存在塑性凸出效应、挤压、挤光效应以及热效应的综合影响,从而形成最后的残余应力。
切削产生残余应力原因有以下几个方面:
1. 切削力引起的残余应力。铣削加工过程中,刀具刀尖与工件材料接触,瞬间产生激烈的拉伸和压缩,从而使工件材料从表面剥离,形成切削。在切削塑性变形过程中,已加工部分的材料产生压缩,同时在变形区还会有摩擦和挤压的共同作用,在垂直已加工表面方向,有拉伸力将材料从母体剥离,而工件内部深层次的金属材料会对表面产生力的作用做出反应,由此产生残余应力。
2. 切削热引起的残余应力。切削过程中会产生大量的热,在材料发生塑性变形时温度会升高。同时,刀具的后刀面与工件材料也会产生摩擦,摩擦后会产生大量的热,造成已加工表面受热不均匀。切削完成后,受热膨胀后的材料会冷却收缩,导致表层材料受到深层金属材料的拉扯,产生残余应力。
3. 相变引起的残余应力。如果在切削过程中产生的热量导致温度较高,**过了金属的相变温度,会直接引起表层组织发生相变,产生残余应力。
在切削过程中,引起加工表面不均匀塑性变形的切削力和切削热时同时存在的,因此表面残余应力的计算是一个热-力耦合的热弹塑性问题。
残余应力测量方案及设备
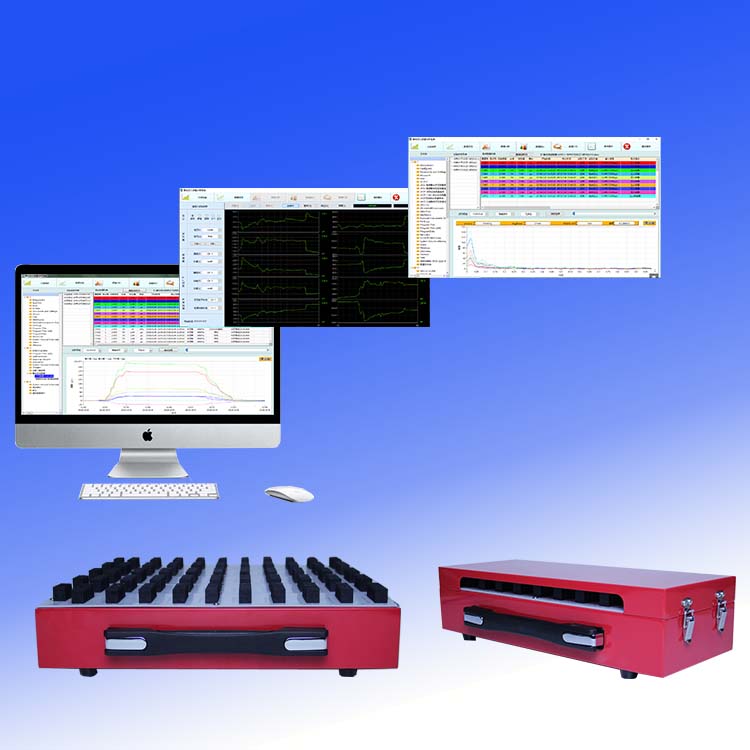
完成退火H13热作模具钢铣削加工以后,为防止切削引起的残余应力释放,需要尽快对试验样块进行残余应力检测试验。本次实验采用盲孔法测量残余应力,测量仪器采用聚航科技生产的JHMK残余应力测试系统,由JHYC静态应变仪和JHZK钻孔装置组成。仪器软件式操作,自动实时计算残余应力,并实时显示和保存应力应变数值,测量结果直观明了,仪器精度高。打孔装置适应性好,方便灵活,可用于平面、曲面、角焊缝、拐角等。定位精度高,钻孔误差小。
应变花完全粘贴在被测表面以后,以端子为中介连接导线和引线。在钻孔前,需先使用显微镜,利用其上的刻度线与应变花对中。根据需要,调整打孔速度,以削弱由于钻孔的温升对切削表面残余应力的影响。三角支架的3个支架脚是磁铁,可以用磁力固定,也可以通过**胶水粘结固定,再用支架的磁铁吸附。在外部环境中,可方便固定在大型机械外壁等场合。显微镜的精度为0.01mm,钻孔的直径为1.5mm,使用的钻头可调速范围为3000-12000r/min。
表面残余应力测量
在盲孔法残余应力测量时,需要对退火H13热作模具钢进行预处理。在进行相应切削参数铣削试样以后,在已加工好的表面上,采用800目的砂纸进行打磨,打磨出十字交叉的纹路。在同一个方向上以直线来回打磨。打磨结束以后,使用无水酒精棉球进行表面清洁,待自动晾干后,将应变花粘贴在待测表面。在粘贴的过程中不能够产生气泡、折痕等。
应变片上的引线通过端子焊接连接到残余应力测量仪的导线上,同时,在钻孔之前,必须使用相同材料的试验样块作为温度补偿块。
温度补偿块的导线与盲孔测量导线都连接到残余应力测量仪上。将已经连接好的被测样件通过显微镜进行对中,样件放在三角支架的底部,测量过程需要有良好的视野。对中结束后,将钻孔机放入导套中,将2mm的垫片放在固定套下,使钻头能够刚好自由接触到应变片中心。撤掉垫片后,用钻孔机开始打孔,当固定套接触到导套时,钻孔工作结束。
启动残余应力测试仪后,设置被测工件的各项物理参数,如弹性模量等,还包括残余应力的应变释放系数(A=-0.072,B=-0.151)。在钻孔过程中,显示屏上的残余应力数值会不断变化,钻孔完成后,需要等待应力释放完成,即数值不再发生较为明显改变,测量结束。
以上就是盲孔法残余应力检测仪在铣削表面残余应力检测中的应用,如果您还想了解更多盲孔法残余应力测试系统信息,可联系聚航科技热线,我们欢迎您的咨询!
南京聚航科技有限公司专注于应变仪,残余应力检测仪,残余应力消除设备等