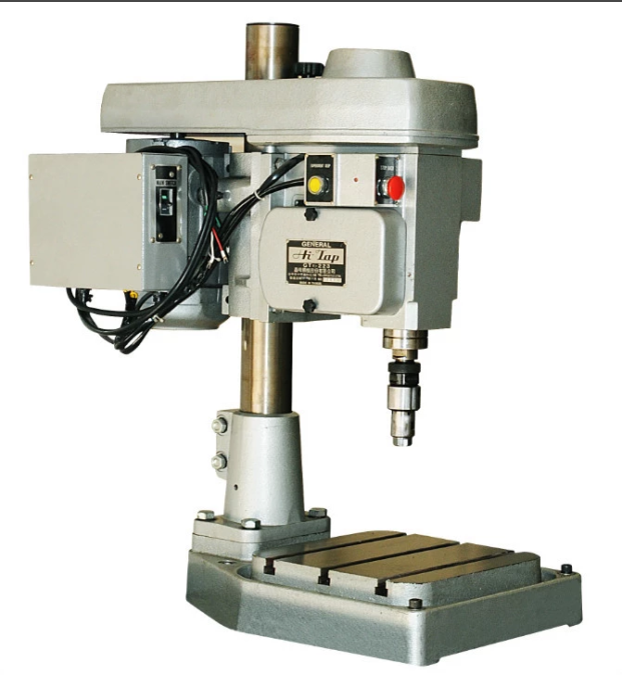
自动攻牙机对产品的单孔加工、多孔加工还有全自动化无人看管加工都非常得心应手,所以在内螺纹、外螺纹以及回牙行业中表现很**。齿轮攻牙机攻出来的螺纹出现滑牙的情况有几点:
1、产品底孔过大,攻出的螺纹不够清晰。在攻M3的公制粗螺纹的时,产品标准底孔为2.5mm,对应范围应该控制在2.459-2.599mm以内,如果**出这个范围就会螺纹不够清晰出现滑牙锁不住的情况。
2、深圳深鑫机械齿轮攻丝机的牙距齿轮和丝锥不是同一个规格型号,比如攻M5的螺纹孔,丝锥用了M5的丝锥,但是齿轮用的是M3的齿轮。由于不对称的螺纹模数比会在攻丝时出现烂牙。
3、深鑫齿轮攻牙机进刀速度调节太快,出现了烧刀溶屑的情况。在钻螺纹时,需要考虑产品材质的熔点,尤其是较软的金属材质和塑胶产品的熔点都较低,在攻丝时不做好降温处理且高速进刀转速下,就容易出现烧刀溶屑出现粘连刀具、螺纹不清晰。
深圳市瑞德鑫自动化有限公司专注于自动攻丝机,自动钻孔机,自动锁螺丝机等