
扇形钢管行情,直角扇形焊管尺寸,家具扇形管扇形钢管行情,直角扇形焊管尺寸,家具扇形管 在一扇形管生产机组中,为了机组的正常运行,同时也为了提升管材的加工质量,需要对其进行技术改造。在实际加工中,由于管材外径的间断性忽大忽小,由于在生产不同管径的管材时,退火炉的高度要求不同,经过多次的高度调节,导致整条生产线中心不一致。


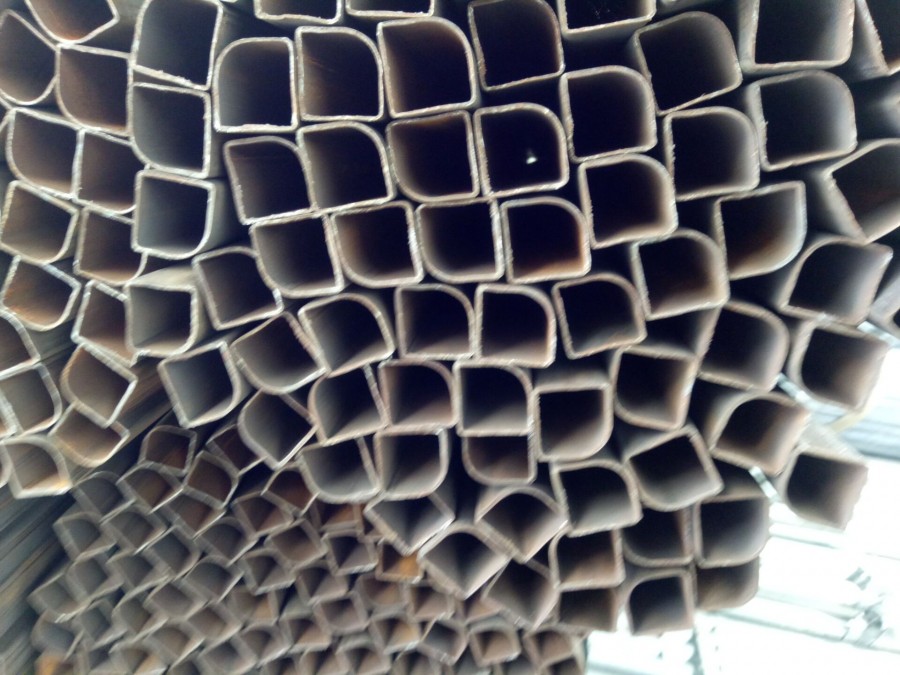
在扇形管的制造过程中,带钢沿一定的角度和方向被送进上卷式成型器,经过三辊式弯板机的弯曲变形、外抱辊或内撑辊的定径成型、内外焊装置的焊接等过程后,会在成品管坯的内部残存一部分弹复弯矩。这部分弹复弯矩与使管坯保持为圆形所需的力矩相平衡,且使管坯自身时刻处于一种趋于弹性恢复的状态。
如果将管坯沿其轴向切割开并去除其圆周方向的约束,则这部分残存的弹复弯矩就会自由释放,从而导致管坯发生弹复。这就是所谓的扇形管残余弹复问题。扇形管焊接完毕之后没有冷扩径工序,使得焊接完毕之后扇形管内鄙的残余应表现型式复杂多样,如分布不均匀、峰值较高等,而且各厂家生产的直缝扇形管残余应力差异较大。
另外在扇形管加工过程中,有时候也会出现管材表面划伤的情况。对于以上这些问题,可以采取的改造方案为:首先将现有的在线矫直机后的1组水平辊和传动装置前移,并且增加1组立辊,实现二次定径由3组立辊和3组平辊交替组合的方式。
天津佳通钢管有限公司专注于凹槽管,方矩管,面包管厂家,异形管等