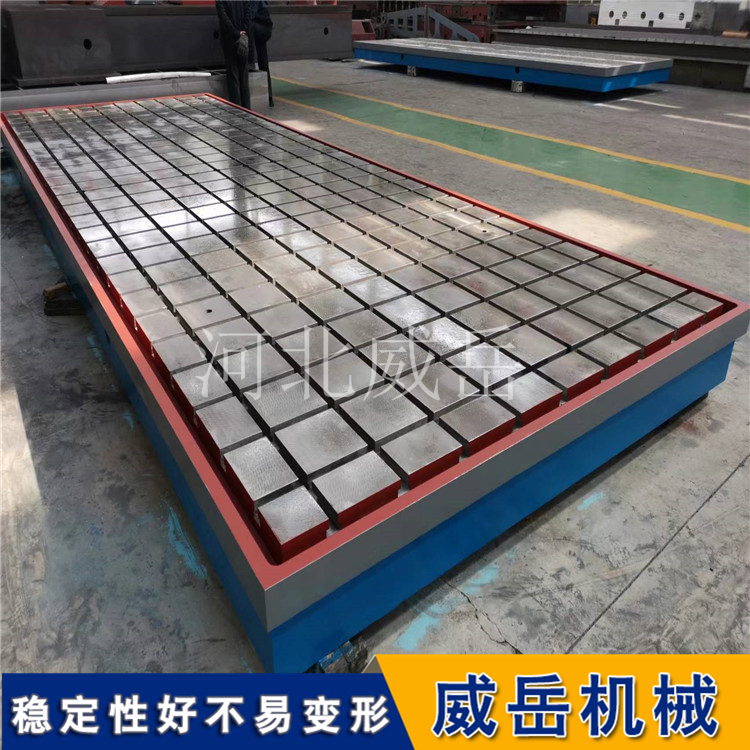
T型槽装配平台用于机械、机床制造、电子、电力等20多种行业,其中以重工业使用。T型槽装配平台较为普遍用于各种检验工作,如 测量用的基准平面,各种机床机械的检验测量,检查零件的尺寸精度、行位偏差,并作出 划线,T型槽装配平台是机床、机械制造、电子生产等20多种行业不可缺少的产品。铸铁平板是划线、测量、铆焊、工装工艺不可以缺少的工作台,T型槽装配平台也可以做机械试验台等等。用途如此之广的铸铁划线平台,今天我们就来说铸造时砂子过热的解决方法! 为了防止和解决热砂问题,可采取以下措施(指针对问题的解决办法) 1.如果吸引力没有 增加时,这时可以在推拉过程中,让上板探出下板,加力压探出的部位,边加力,边推拉上板,这样反复几次,就可以挤出 些油,来增加板间的吸引力。这种方法尽量不采用,在研磨开始的时候,用这种方法可以挤出 些油,以后随着切屑的增加,油的浓度 ,就不易挤出油了。如果还不行,就需要马上停止研磨,重新上油研磨。在研磨过程中,还要经常注意使研磨平板上各处都均匀的磨耗。听研磨砂子的声音,是否随上板的移动而发出“沙沙”的金属声音,不能有停顿或异样的声音;看板面间的油迹是否均匀。推拉平台时始终呈“8”字运行。 2.开始研磨时,用小力量推拉,以防把两板间的油和砂子挤出。推拉上板的运动轨迹呈“8”字运动,尽量把平台间的油赶匀,手感两手的推拉力应该 样。当比较润滑时,这时应增加旋转推拉上板的速度, 个行程大约4~5 秒钟,行程距离应**过平台尺寸的 半,摆幅 。随着时间的推移,两台间的吸引力逐渐加大,并且十分均匀。3.在拉铸铁装配平台时,两手用力 定要均匀,速度 定要稳定,走几个行程要转动平板90°。在转动平板和接“8”字运动时, 定要衔接,平稳过度,尽量不要有停顿。推拉的速度随着平板间的吸引力的 而减少。 4.采取增湿通风冷却处理。我国有几家工厂应用结构良好的进口增湿设备,能将型砂温度降低到要求范围内。国内有的工厂只是在落砂后斜爬皮带上自行安装 个简易的物化喷水装置),根据来砂多少自动调节喷水量,也可以使砂温适当降低。 5.对于经济条件较好的工厂,重要的措施是在砂处理系统设计阶段就考虑到加大砂系统实际容量,减少型砂使用的循环次数,每班旧砂循环不**过两遍。 6.为了放置热砂黏附模样,除了 在模板上喷涂以煤油或轻才有为原料的脱模剂以外,还可采用模板加热装置,减小型砂与模样的温度差异,避免水蒸气凝聚在模板上,从而减少起模时砂型损坏但是模板加热温度不可**型砂温度,以免型腔表面脱水变脆而产生砂孔缺陷。 T型槽装配平台的日常保养维护: A、T型槽装配平台应该安装在通风、干燥、恒温的环境中,远离热源,远离有腐蚀的气体和液体。 B、要对T型槽装配平台实行定期检测,检定周期要根据具体情况分为6-12个月。 C、使用T型槽装配平台完毕后要及时把T型槽装配平台的工作台面清洗干净,然后均匀涂上 层防锈油并盖上防锈纸,在用外包装把T型槽装配平台盖好,防止在不注意的情况下对T型槽装配平台的工作台面造成损伤与磕碰。 D、在使用T型槽装配平台检测工件时要轻拿轻放,不要在T型槽装配平台面上推动比较粗糙的工件,以免对T型槽装配平台的工作台面造成磕碰、划伤等损坏。使用完毕后要将工件从T型槽装配平台面上拿下来,工件长时间重压工作台面使T型槽装配平台变形。 E、先为了防止T型槽装配平台发生变形,要把铸铁划线平台的支撑点垫好、垫平、垫实。每个支撑点受力均匀,整个T型槽装配平台的平稳。在由技术人员把T型槽装配平台调整至合格精度。 F、T型槽装配平台调试完成后就可以正常使用了,室温要保持在20度左右,在平板台面上检测工件要轻挪轻放,要均匀使用整个T型槽装配平台的有效面积。不要集中使用平板的 个区域。 河北威岳机械有限公司本着专业执着,精益求精的精神,践行“质量是企业信誉的基石”的指导方针。从产品品质着手生产制造铸铁平台,以客户的需求为生产的源动力,铸铁平台有着良好的用户评价。坚持以“质量取胜”的生产原则,力求为想购买铸铁平台的客户群众提供满意、放心的产品。
河北威岳机械有限公司专注于铸铁平台,焊接平台,铸铁试验平台等