
韶山市钢结构检测报告怎么出具
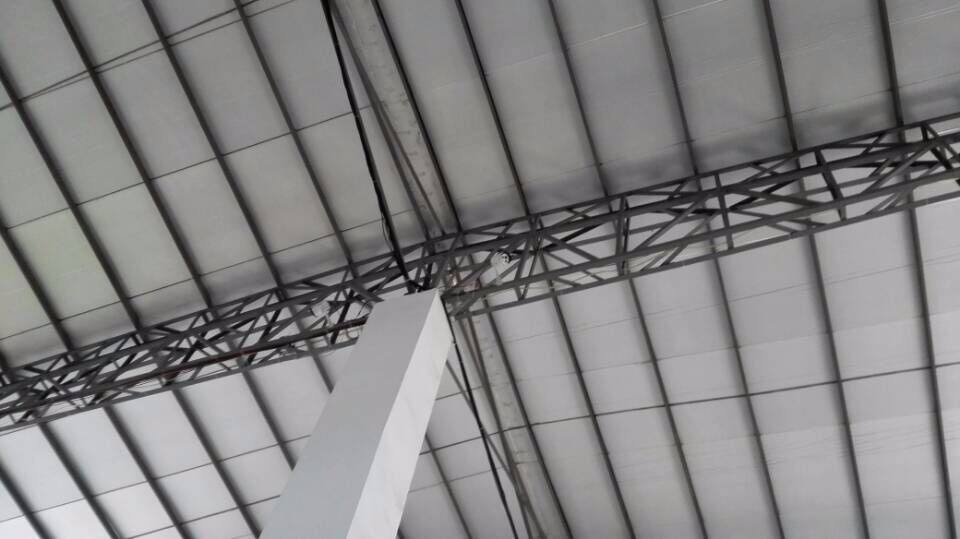
钢结构厂房安全检测内容有哪些:
1、检查焊缝施工纪录、复式报告。检查焊接材料质量合格证明材料、检验报告。并随机抽取 处焊缝,采用声波或射线探伤检测钢框架焊缝焊接质量,并检查焊缝表面有无气孔、夹渣、弧坑、裂纹等缺陷。
2、检查钢结构防火涂料产品质量报告、施工纪录、及复式报告。 选取榀柱、梁用涂层厚度仪、测针、钢尺检测钢构件表面涂层厚度是否满足设计要求,并检查涂层厚度是否均匀,是否存在离析、坠流等现象。
3、随机抽取 个 基础,采用回弹法检测基础抗压强度,并检查基础混凝土是否有开裂、酥松等缺陷。
4、检查墙体、散水等围护结构是否完整,是否满足设计要求。
5 颗柱 榀 式样、检验材质。
6、采用随机抽样方法共抽检柱 根,屋架 榀,吊车梁 根,检测位置见表1. 采用钢尺对上述外观尺寸进行检测,检测位置、数量见表1。
8、屋架、吊车梁挠度、标高检测
采用水准仪或激光测距仪检测屋架下弦、柱牛腿标高。检测位置和数量见表1。 用水准仪、钢尺检测吊车梁挠度
9、外观质量检查
对钢构件进行制作和安装外观质量全数检查。
9.1、钢柱垂直度检测
对于申请鉴定方认为存在垂直度不合格问题的柱,采用经纬仪进行垂直度检测,在此基础上再抽测 根柱垂直度。
9.2、柱间支撑预埋件位置错误,纠正后其连接是否符合要求

钢构件焊接工程
1保证项目应符合下列规定:
1.1焊条、焊丝、电渣焊熔嘴、焊剂和保护气体等焊接材料,应符合设计要求和国家现行有关标准规定。
检验方法:观察检查、检查质量证明书和烘焙记录。
1.2焊工应经考试合格并相应施焊条件的合格证。
检验方法:检查焊工合格证及其有效期。
1.3对制作、安装单位**采用的钢材和焊接材料应进行焊接工艺评定,其结果应符合设计要求和国家标准《钢结构工程施工及验收规范》的规定。
检验方法:检查焊接工艺评定报告。
1.4对一级、二级焊缝应进行焊缝探伤,其结果应符合设计要求和国家标准《钢结构工程施工及验收规范》的规定。
检验方法:检查焊缝探伤报告。
1.5焊缝表面不得有裂纹、焊瘤、烧穿、弧坑等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷;且一级焊缝不得有咬边、未焊满等缺陷。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
2基本项目应符合下列规定:
2.1焊缝外观质量:
合格:焊缝外形较均匀,成型较好,焊道与焊道、焊道与基本金属之间过渡较平滑,焊渣和飞溅物基本清除干净。
优良:焊缝外形均匀,成型良好,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
检查数量:每批同类构件抽查10%,但不应少于3件,被抽查构件中,每种焊缝数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查。
2.2三级焊缝表面气孔:
合格:直径小于或等于0.4t(板厚)且不大于3mm的气孔,在50mm长度范围内不过2个,气孔间距应大于6倍孔径。
优良:直径小于或等于0.3t(板厚)且不大于2mm的气孔,在100mm长度范围内不过2个,气孔间距应大于6倍孔径。
检查数量:每批同类构件抽查10%,但不应少于3件;被抽查构件中,每种焊缝按条数各抽查5%,但不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:观察检查和用钢尺检查。
2.3二级焊缝咬边:
合格:焊缝咬边深度应小于或等于0.05t(板厚)且不应大于0.5mm,连续长度不应大于100mm,两侧咬边总长度应小于总抽查长度的10%。
优良:焊缝咬边深度应小于或等于0.05t(板厚)且不应大于0.5mm,连续长度不应大于100mm,两侧咬边总长度应小于总抽查长度的6%。
检查数量:每批同类构件抽查10%,但不应少于3件;被抽查构件中,每种焊缝按条数各抽查5%,但不应少于1条;总抽查数不少于10条。
检验方法:用钢尺和焊缝量规检查。
2.4三级焊缝咬边:
合格:焊缝咬边深度不应大于1.0mm。
优良:焊缝咬边深度不应大于0.5mm,两侧咬边总长度应小于总抽查长度的20%。
检查数量:每种同类构件抽查10%,但不应少于3件;被抽查构件中每种焊缝按条数各抽查5%,但不应少于1条;总抽查数不应少于10条。
检验方法:用钢尺和焊缝量规检查
2.5焊缝尺寸的允许偏差项目和检验方法应符合表3.2.3的规定。其允许偏差值应符合国家标准《钢结构工程施工及验收规范》的规定。
检查数量:每批同类构件抽查10%,但不应少于3件。被抽查构件中每种焊缝按条数各抽查5%,但每件不应少于1条。长度小于500mm的焊缝,每条抽查1处;长度在500~2000mm的焊缝,每条抽查2处;大于2000mm的焊缝,每条抽查3处。
深圳市住建工程检测有限公司专注于厂房承重安全检测,厂房验厂检测,光伏承重检测报告等