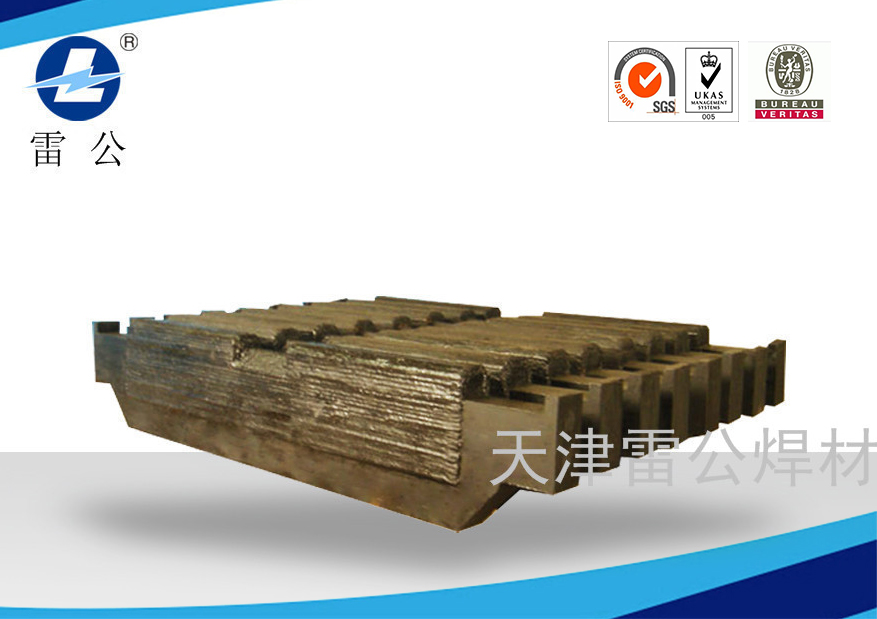
【诚信中国】齿轮堆焊_齿轮修复_齿轮堆焊修复 截齿堆焊工件:烧结机蓖板 焊丝型号:LQ212 焊丝直径:1.2-1.6 焊丝特点: 1、气保护堆焊焊丝,工艺简单,综合成本低。 2、堆焊三层以上硬度可以达到HRC53。 3、焊接时采用直流反接,电弧稳定,脱渣容易,成形美观。 4、与手工电焊条比较具有效率高、硬度均匀、焊接变形小、综合成本低等优点。 堆焊工艺: 1、焊前除尽工件表面的油、锈等污物,焊接时避免采用过大的电压以防止气孔的发生。 2、焊接层间清除焊渣,注意避免夹渣。 3、母材焊前较好进行预热,温度在250度以上。
天津雷公焊接材料有限公司专注于耐磨堆焊药芯焊丝,耐磨焊丝,堆焊修复焊丝等